

Escribe: Ing. Victor Arias- Jefe de tejeduría de Creditex Mención: Lucy Gonzales Quispe, Egresada de la Facultad de Ingeniería Química y Textil de la UNI

1. HILADO
• Cotton Inc. define a un hilo de fibra corta como un ensamble torcido de fibras formadas dentro de un hilo lineal 1.
• Los Filamentos de procedencia artificial, tienen una estructura longitudinal, pueden ser monofilamentos o formados por varios microfilamentos, siempre manteniendo una estructura lineal.
2. COMPORTAMIENTO DE LOS HILOS Y LA LEY DE HOOKE
Para entender el comportamiento de un hilo durante el proceso de preparación y previo a la tejeduría, consideramos su estructura lineal como la característica más importante.
• Ley de Hooke
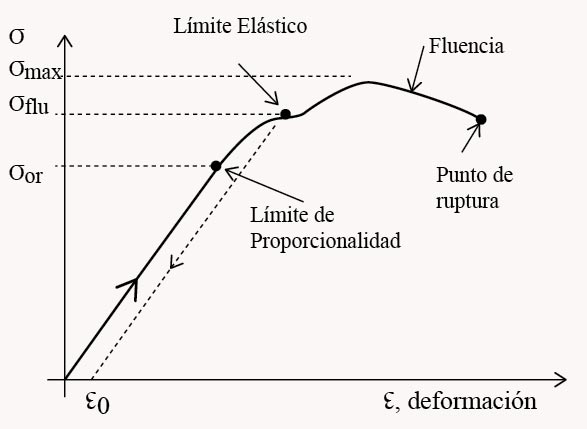
La ley de elasticidad de Hooke establece que el alargamiento unitario que experimenta un cuerpo elástico es directamente proporcional a la fuerza aplicada sobre el mismo.
Por la estructura lineal de los hilados, su comportamiento elástico se rige por la ley de Hooke.
Rango de alargamiento específicos de material
Se entiende por alargamiento la variación de longitud producida por una fuerza de tracción.
El alargamiento se divide en :
– Elástico (reversible) y
– Permanente (irreversible).
Se distinguen tres rangos de alargamiento:
• Rango elástico según la ley de Hooke (Hasta aprox. 5 a 7% del alargamiento de rotura).
• Rango plástico (hasta aprox. 25% del alargamiento de rotura)
• Rango “post plástico” (aumento rápido de la fuerza hasta que se rompa el hilo)
3. PREPARACIÓN DE LA URDIMBRE
Objetivo en la preparación de la urdimbre:
Procesar el hilado o filamento presentado en formato individual (conos o bobinas), para ser entregado contenido en un plegador y dispuestos de manera longitudinal y paralela, con capacidad para ser tejido, soportando tensiones y fricciones durante el tisaje.

Qué no esperamos en la preparación de la urdimbre.
• El urdido no es un proceso en el cual el hilado es purgado.
• La reducción de velocidades o de tensiones durante la preparación para ajustarse a un hilado fuera de estándar, no asegura un comportamiento eficiente en el tisaje.
• Igualmente, en el engomado, la reducción de tensiones no necesariamente mejora la condición final del hilo engomado, por el contrario, durante el proceso se incrementa la posibilidad de hilos flojos y hasta rotura de hilos en la zona de separación al llegar a la barreta principal.

Cuáles son los objetivos de un manejo adecuado de tensiones.
Que el hilado que conforma la urdimbre;
• Mantenga características residuales de elongación para el de tejido.
• Incremente su resistencia a la tensión y fricción.
• Mantenga tensiones homogéneas para lograr regulaciones adecuadas en el telar.
• Evitar hilos perdidos, cruzados o pegados.
Estas condiciones contribuyen a la formación de una calada limpia en el telar que permita el pase libre de la trama, reduciendo las obstrucciones (telar de aire o agua) o los cortes de urdimbre (proyectil o pinza), permite además replicar la regulación inicial del telar cuando se vuelve a montar el mismo artículo, la cual queda registrada en la hoja de regulación por haber sido la óptima en eficiencia y calidad.
TENSIONES EN EL URDIDO
El Urdido, sea seccional o directo, es el primer proceso en la tejeduría, que entrega un plegador o plegadores que contienen el hilado urdido ahora denominado urdimbre, y donde la importancia de las tensiones hilo por hilo en el ancho total y a lo largo de toda su longitud, es de crucial importancia para lograr un buen comportamiento en el telar.
• Las filetas actuales, además de los diferentes elementos tensores, cuentan con un sistema de limpieza neumático, y cuyo intervalo de soplado es directamente proporcional al grado de impurezas del material.
Este sistema busca:
– Mantener los elementos tensores libre de polvillo para lograr una tensión homogénea en todos los hilos.
– Prolongar la vida útil de los elementos tensores evitando el desgaste prematuro
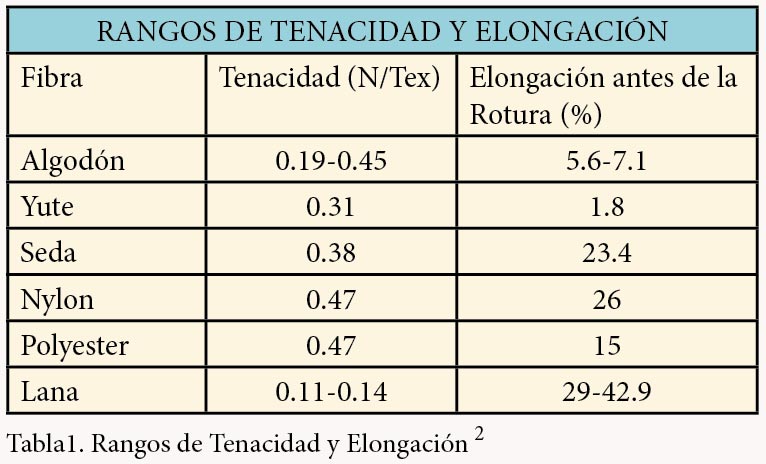
• La tensión aplicada sobre cada posición desde el mando centralizado está en función de la tenacidad y la elongación media del hilado. Mayores resistencias y elongaciones, nos dan mayor margen de trabajar con tensiones aplicadas sobe el hilo.
Los márgenes en las tensiones, tanto en la fileta de urdido como sobre la urdimbre en la engomadora, estarán fijadas por:
– Límite Superior: Zona Plástica del Hilo o de la Urdimbre
– Límite Inferior : Hilos flojos en la Urdimbre
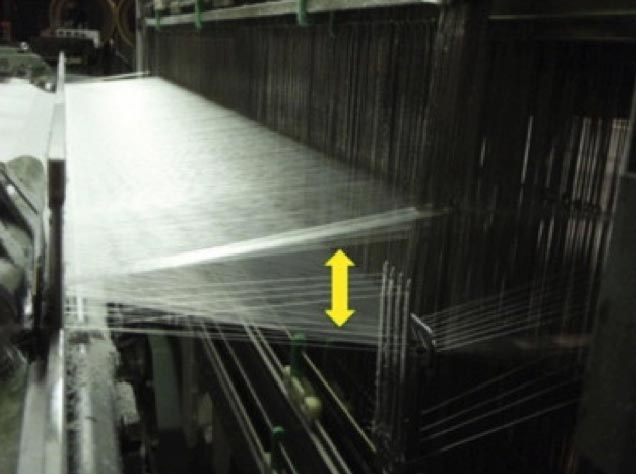
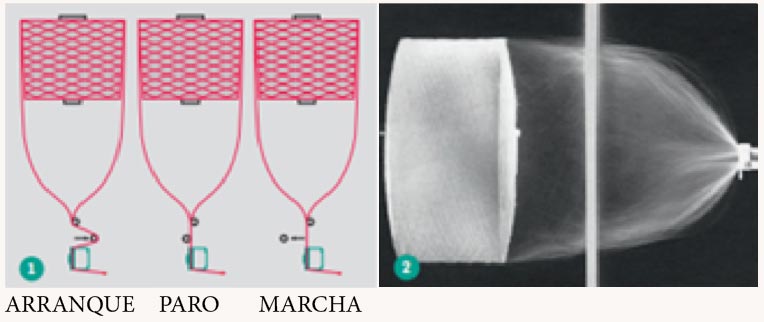
TENSORES 3

La Fileta de una Urdidora Directa cuenta con varillas tensoras por cada columna de la fileta
• Fig. Izq. Arranque
• Fig. Med. Paro
• Fig. Der. Marcha
CONSIDERACIONES EN EL CONTROL DE TENSIONES EN EL URDIDO
• Control de tensión por variaciones de velocidad. Variaciones de velocidad en el urdido por acción del Maquinista al detectar algún evento durante el proceso.
• Control de tensión durante el frenado y arranque de cada faja. Al inicio en los primeros metros urdidos o al final cuando se está llegando al metraje programado.
• Control de tensión en el frenado y arranque en cada rotura de hilo. Por rotura de un hilo detectado por elementos de control en la urdidora o por paro manual.

CONTROL DE TENSIÓN DURANTE EL ARROLLAMIENTO – URDIDO SECCIONAL
• La compactación de cada faja contribuye con el control de tensión entre fajas.
• La compactación se obtiene por la presión controlada del rodillo de presión ubicado delante del peine recto de la urdidora directa.
4. ENGOMADO
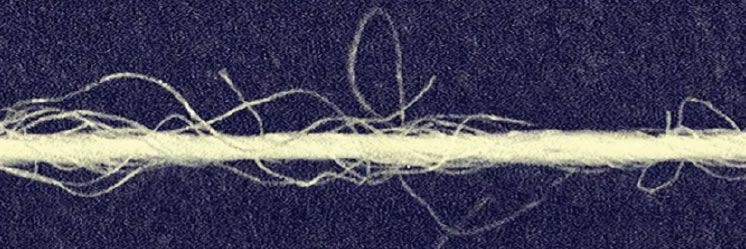
En el encolado la urdimbre se trata con un agente adecuado para aumentar la resistencia al frote y a la tracción.
• Poca pilosidad y escasa tendencia a la formación de rizos;
• Resistencia a abrasión y resistencia a la tracción aceptable;
• Grado de alargamiento residual alto y uniforme y tensión homogénea;
Tensiones durante el Engomado
La urdimbre por engomar, sea de procedencia seccional o directa, será sometida a tensiones durante el engomado.
La urdimbre, luego de engomarse tendrá las siguientes características:
• Su resistencia a la tracción se incrementa.
• Se reduce la elongación de cada hilado.
• La resistencia a la abrasión de cada hilado se incrementa.
Producto encolante, características:
• Viscosidad adecuada que penetra y también recubre cada hilo.
• Plásticas, que acompañan al material textil durante el tejido.

• Elongación residual y tensión de los hilos de urdimbre
– El 70% es el porcentaje residual de elongación del hilo que debe quedar luego del urdido y el engomado.
– Depende de la homogeneidad de tensión aplicada en el urdido (+-10%).
– Las diferencias de tensión entre hilo e hilo pueden compensarse con la tensión de plegado, pero afectando la elongación residual del hilado.
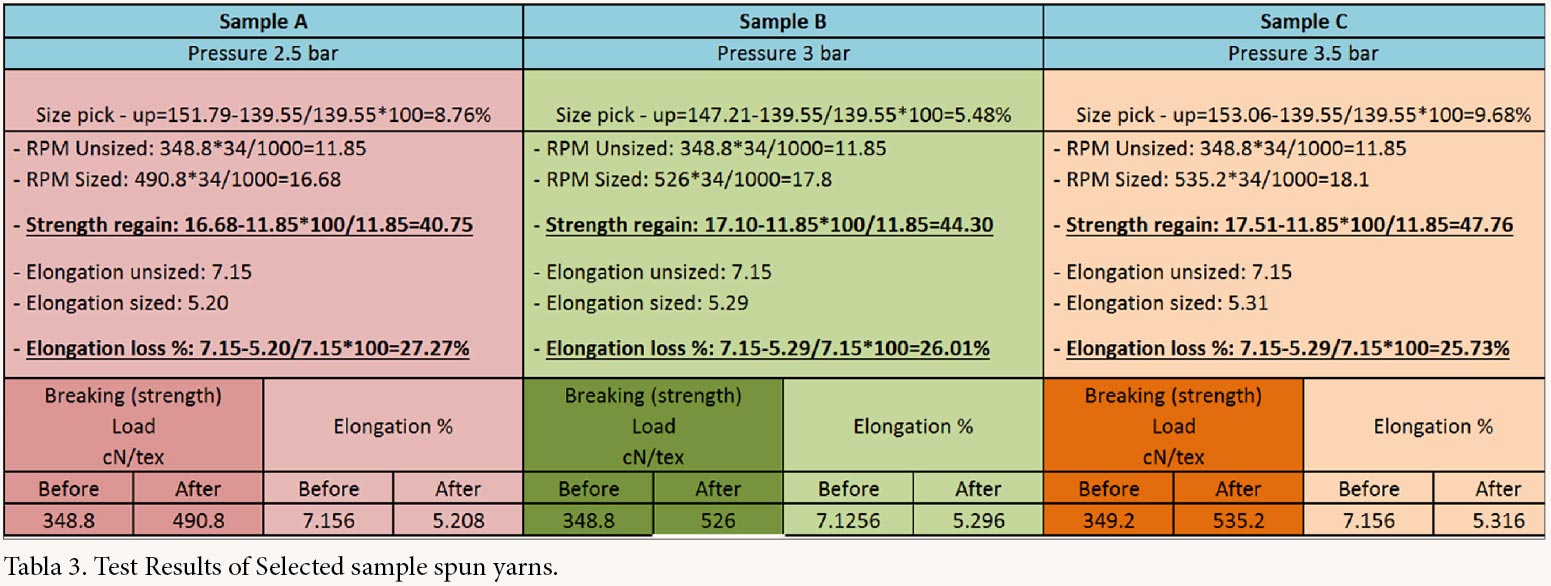
La siguiente tabla muestra datos reales de cómo se afecta la resistencia y elongación de la urdimbre durante el proceso de engomado 4:
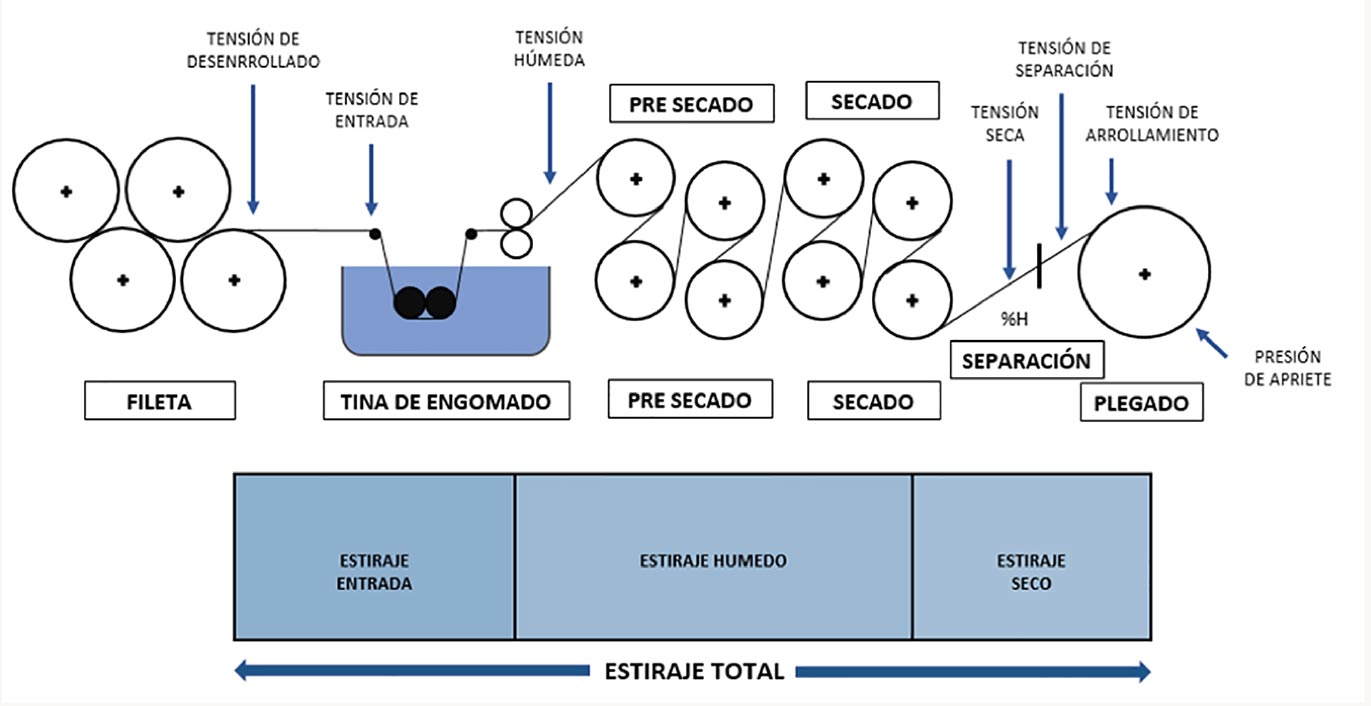
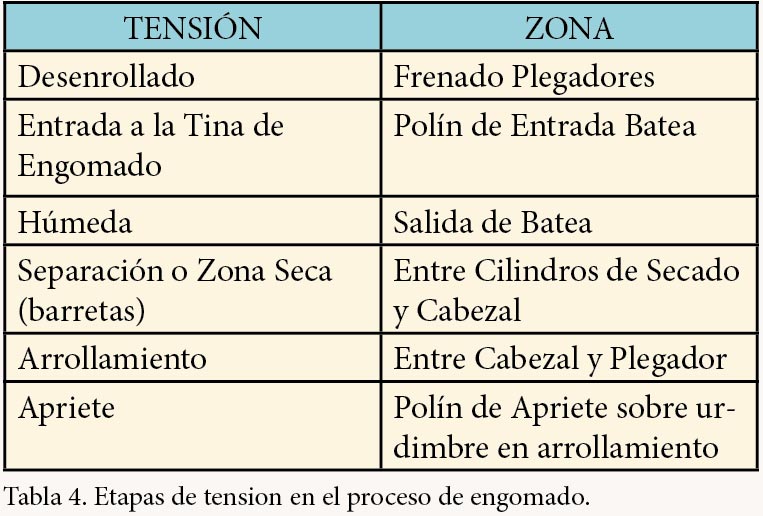
TENSIONES EN EL ENGOMADO
Puntos de Tensión durante el Engomado:
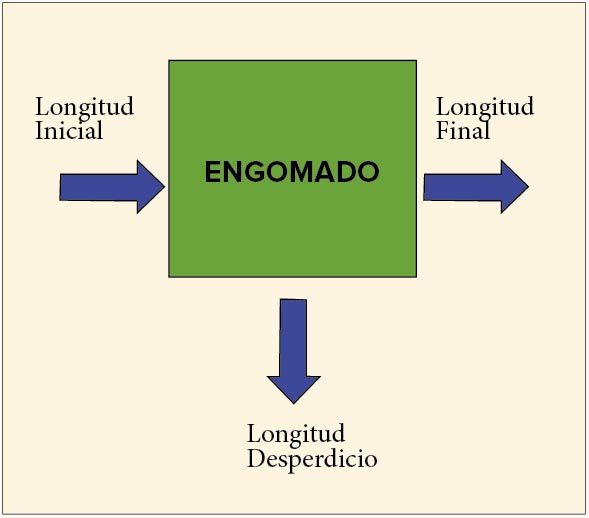
ESTIRAJE EN EL ENGOMADO
• Es el dato que nos indica porcentualmente el estiramiento de la urdimbre engomada con relación a la urdimbre antes de engomar.

DETERMINACIÓN DE TENSIONES EN EL ENGOMADO
TABLA DE TENSIONES EN LA ENGOMADORA 5
La tabla muestra valores referenciales para comenzar a trabajar con la regulación de tensiones en la engomadora y que deben validarse con el comportamiento de la urdimbre en el telar.
Dependiendo de la Tecnología de cada engomadora, se regulará o ajustará en los puntos donde estén acondicionados para tal fin.
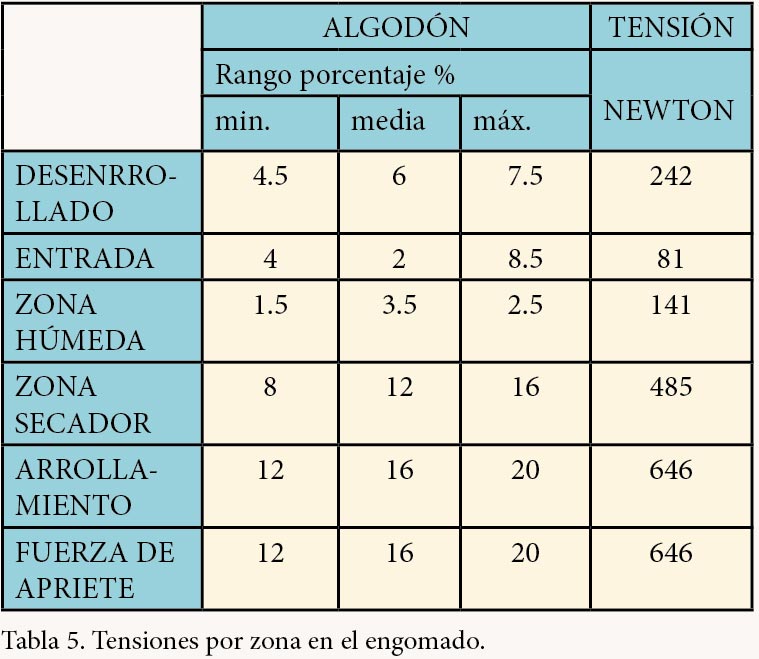
TABLA DEL PORCENTAJE DE TENSIÓN POR ZONA 5
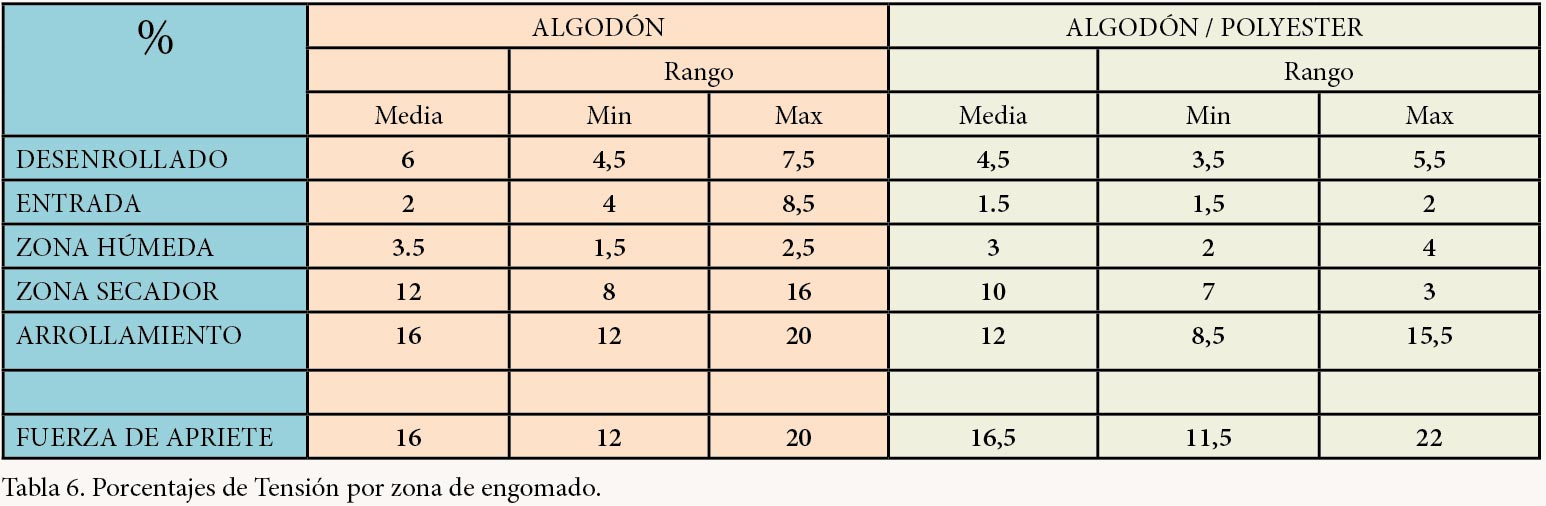
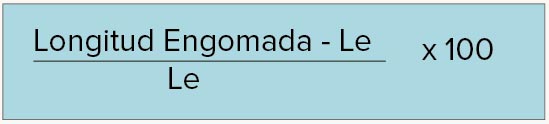
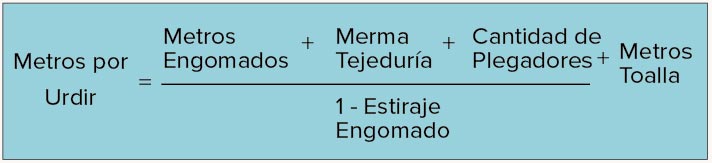
Podemos determinar las tensiones a través de la siguiente fórmula:

EJEMPLOS PRÁCTICOS:
CÁLCULO DE TENSIONES EN LA ENGOMADORA
– 34/1 tex. Cotton Yarn . 780 vueltas/metro.
Tafeta 34/1 tex x 34/1 tex 100% Algodón
7,000 hilos
Tenacidad media del hilo: 17 Cn/tex
Equivale a:
![]()
4046 N es el valor total de la resistencia de urdimbre,
Considerando los valores de la tabla 6, calculamos:
4,046 Newton x 6% = 242.76 Newtons
– Entonces, para el material analizado concluimos que se programará una tensión de desenrollado de 242.76N.
CÁLCULO DEL METRAJE A URDIR CONSIDERANDO ESTIRAJE ENGOMADORA
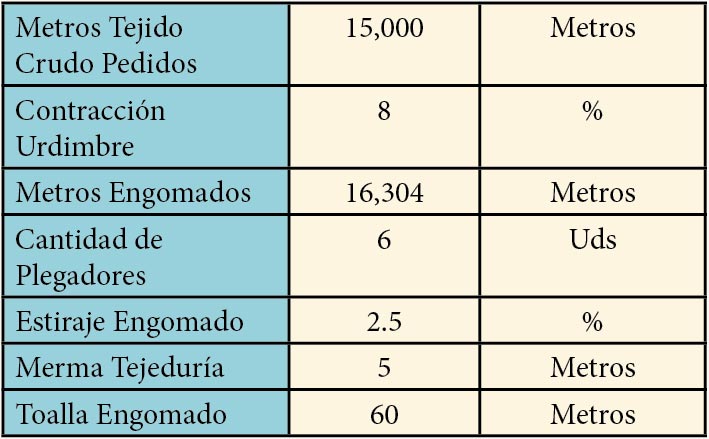
Metros Engomados = Metros Tejido Crudo Pedido / (1-Contracción de Urdimbre)
Metros Engomados = 15,000 metros / (1 – 0.08)

![]()
CONCLUSIONES
• El manejo adecuado de tensiones en la PreTejeduria permitirá el mejor comportamiento de la urdimbre en telares.
• Es necesario conocer las especificaciones técnicas del hilado para ajustar las tensiones en cada proceso.
• Los elementos que controlan o definen las tensiones del proceso en el urdido y engomado deben mantenerse en buenas condiciones.
• Es necesario la creación de tablas de regulación y parámetros para trabajar en condiciones estándares.















{kind=link}