
-09.35.06")
Escribe: Ingeniero Manuel Ruiz Cordova
Los colorantes reactivos son una clase de sustancias orgánicas de intensa coloración, utilizados principalmente para textiles en estampado y teñido, se adhieren a los sustratos por una reacción química que forma un enlace covalente entre la molécula de colorante y la molécula de la fibra. El colorante se convierte así en una parte de la fibra.
A) Preparación de la tela (pretratamiento)
Los tejidos deben tener PH neutral o ligeramente alcalino.
Para óptimos resultados de color, el pre tratamiento es muy importante debido a que los colorantes reactivos se estampan sobre telas de origen vegetal y estas poseen microscópicamente dos partes: una cristalina y la otra amorfa. En esta última parte es por donde va a penetrar el color y si está obstruida con aprestos y acabados, el rendimiento de color va a ser mucho más bajo. Es por eso que se recomienda que las telas antes de acabar estén libres de estos acabados (preparado para estampar).
Para alcanzar un buen resultado en la estampación, es necesario tratar óptimamente las telas a ser estampadas. Los siguientes requerimientos son importantes:
- Los niveles de grado de blanco de las telas deben estar en un rango de 70 a 80 grados según Berger.
- Una absorción altamente uniforme (1-4 seg de acuerdo a la prueba de la gota de Tegewa).
- Valor neutro de PH (6-7 de PH).
Además de los grados deseados de blanco, los parámetros de absorción son importantes para el pretratamiento de la tela antes de estampar.
Dependiendo de los procesos posteriores a ser realizados, los pretratamientos pueden ser demarcados como a continuación se detalla:
- En el caso de procesos de estampado con reactivos, es necesario tener la tela bien pre-tratada para de este modo, alcanzar una buena calidad de estampado.
- El algodón debería siempre ser blanqueado para alcanzar una alta calidad de blanco.
- En muchos casos para telas tejidas es necesario un proceso de chamuscado.
- Para alcanzar matices brillantes con una buena profundidad de color, es esencial antes de estampar colorantes reactivos pretratar las telas con soda cáustica concentrada. Es preferible la mercerización con tela 100% algodón, y es preferible realizarla en 26-28 ºBe, después del chamuscado y blanqueado.
- Para telas 100% viscosa, las concentraciones de soda cáustica debe ser de 4-6 ºBe = 30 – 60 gr/lt. Para mantener los costos del pretratamiento bajos, los artículos de viscosa son frecuentemente pre-tratados con blanqueamiento frío. Esto tiene la ventaja de que los componentes reductivos del sulfuro son cuantitativamente oxidados.
- Con algunas construcciones textiles es posible que ocurra un efecto moaré cuando la fibra se hinche. En este caso un tratamiento continuo con soda cáustica puede ayudar.
B) Composición de la pasta de Estampado
Las pastas
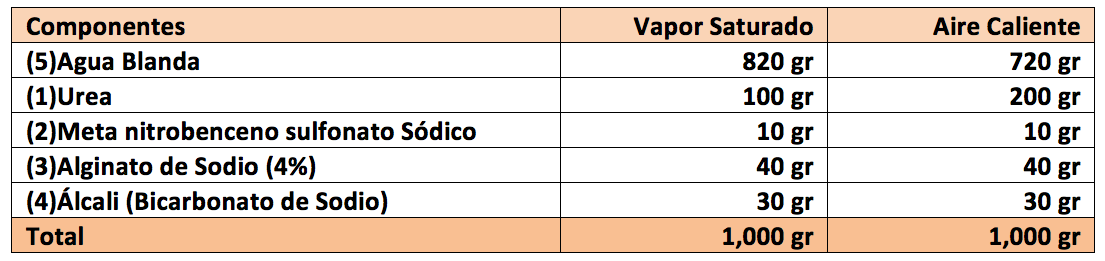
Pasta Reactivo Espesante de alginato de sodio
Pasta Reactivo Semi-Emulsion

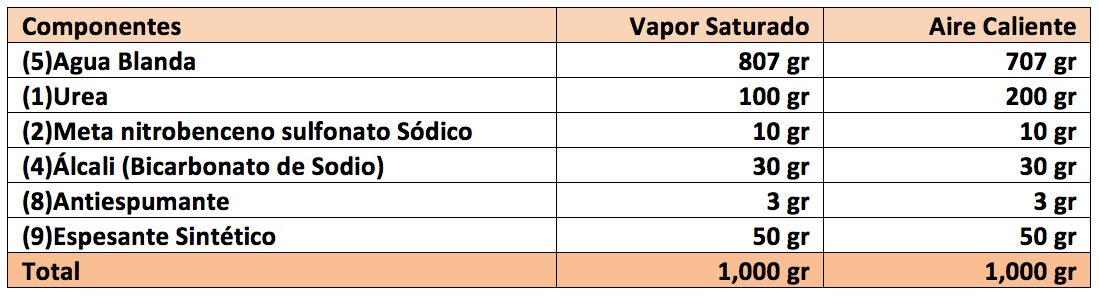
Pasta Reactivo Espesante Sintético
Por qué se usan estos componentes:
(1) Urea
Actúa como asistente de disolución de colorante y como agente higroscópico, la cantidad que se utilizará depende del tipo de fijación que se le dará al estampado.
Después de estampar hay una evaporación del agua durante el secado.
No hay agua al momento de fijación en 150 °C.
No hay ionización del colorante y la celulosa.
La urea se derrite a 132 °C.
Durante la fijación a temperatura del estampado, la urea proporciona baño líquido.
La urea derretida permite la disolución del colorante e hinchazón de la fibra.
Facilita la fijación del colorante.
(2) Meta Nitrobenceno Sulfonato Sódico
El alginato de sodio tiene un marcado poder reductivo, particularmente encima del PH-7, ya que hidroliza para dar sustancias tales como la glucosa y otras azúcares, que destruyen varios tipos de colorantes reactivos de las series Azos. Es por eso que se usa un agente de oxidación débil como es el meta nitrobenceno sulfonato sódico como remedio para evitar esta reducción.
(3) Alginato de Sodio
El Alginato de Sodio es el espesante más satisfactorio para trabajar con colorantes reactivos, todos los demás espesantes (a base de carbohidratos) reaccionan con el colorante y dan rendimientos de color más bajos y el tacto de la tela se sentirá más áspero debido a la insolubilización del espesante.
Es una sal sódica del ácido algínico que no reacciona con el colorante reactivo por la ausencia de grupos primarios reactivos; es por ello que hay una repulsión entre el espesante y los grupos reactivos del colorante reactivo.
Mejor dicho, el alginato de sodio no tiene grupos hidroxilos primarios ni reactivos, los grupos carboxilos aniónicos que tiene el alginato tienden a repeler los colorantes aniónicos (reactivos). El colorante reactivo no reaccionará con el alginato y se difundirá a la fibra. Los alginatos son carbohidratos y están propensos a ser atacados por enzimas y bacterias que involucran la fermentación y despolimerización con la pérdida de la viscosidad.
También se puede trabajar con los otros tipos de espesantes (en base a carbohidratos) pero estos reaccionan con el colorante y dan rendimientos de color más bajos y el tacto de la tela se sentirá más áspero debido a la insolubilización del espesante.
(4) Álcali (Bicarbonato de Sodio, o Carbonato de Sodio, o Carbonato de Potasio).
El álcali es esencial para producir ionización de acceso a los grupos hidroxilos de la celulosa que puede entonces reaccionar con el colorante reactivo. Durante el vaporizado o termofijado (aire caliente) se pierde dióxido de carbono y sigue el incremento de la ionización de la celulosa.
Para escoger el álcali se debe tener en cuenta la reactividad de los colorantes a ser usados. Se usa el bicarbonato de sodio para dar mayor estabilidad a las pastas de estampado y a los colorantes más reactivos. Por su parte, el carbonato de sodio se usa cuando la estabilidad del colorante es suficientemente alta e incluso también se usa soda cáustica como álcali cuando los colorantes tienen más alta estabilidad y dan colores más fuertes bajo condiciones más alcalinas.
(5) Agua Blanda
Si tenemos agua dura tiene que ser corregida con secuestrantes (hexametafosfato de sodio), ya que el espesante precipita con las sales de calcio y magnesio que tiene el agua por lo que tiene que ser corregida.
(6) Varsol
Es un derivado del petróleo (kerosene blanco), es un líquido claro incoloro con leve olor a kerosene, petróleo o hidrocarburo. Se utiliza para preparar pastas tipo emulsiones, para ello se tiene que batir a alta velocidad.
(7) Emulsionante
En nuestro caso, para unir el agua y el varsol, los cuales por naturaleza tienden a separarse, para evitarlo en la formulación se usan los emulsionantes, que dan estabilidad a la mezcla evitando la separación de las fases.
(8) Antiespumantes
Cuando se baten las pastas a gran velocidad, se tiende a formar glóbulos de aire en la pasta de estampado. Para prevenir la formación de estos glóbulos se utilizan compuestos hidroxialifáticos de 3 a 5 gramos por kilo de pasta.
(9) Espesante Sintético
Los espesantes sintéticos se utilizan en sistemas de estampación textil de pigmentos y reactivos. Las medidas de protección ambiental sobre el uso de emulsiones han animado al desarrollo de agentes sintéticos. En general, estos espesantes se basan en copolímeros de ácido acrílico (por ejemplo, ácido metacrílico, acrilato de etilo), que en agua proporcionan dispersiones de baja viscosidad. Al añadir álcali, los grupos ácido carboxílicos son ionizados, lo que hace que las cadenas de polímero se extiendan por repulsión mutua con el consiguiente aumento de la viscosidad.
La ventaja al usar este tipo de espesante es que no requiere la espera de que se produzca la hidratación para que tenga el valor real de viscosidad, y permite la penetración controlada que usualmente proporciona mayor valor de color (tonos más intensos) y una mejor nivelación del estampado. Un problema con este tipo de espesantes es la sensibilidad a los electrolitos, ya que una alta concentración de anilina puede causar una gran disminución en la viscosidad de la viscosidad requerida. Por ejemplo, muchas veces se trabaja con la pasta preparada con una viscosidad de 5,500 centripoises (medido en viscosímetro Brookfield, rpm-100 y aguja 64), pero cuando se le agrega la anilina a altas concentraciones, esta viscosidad se precipita y se agua la pasta hasta 600 centripoises que es una viscosidad no adecuada para trabajar, por lo que se le tiene que agregar más espesante, hasta llegar a la viscosidad requerida (por lo general entre 3,500 a 4,500 centripoises).
C) Tipos de Colorantes Reactivos
Tenemos 3 tipos de colorantes de acuerdo a su reactividad:
1 – Colorantes Reactivos de Monoclorotriazina (baja reactividad)
2 – Colorantes Reactivos Vinysulfónicos (mediana reactividad)
3 – Colorantes Reactivos de Diclorotriazina (alta reactividad)
A continuación detallamos cada uno de ellos
1 – Los colorantes reactivos de monoclorotriazina
Son colorantes de baja reactividad y baja sustantividad que requieren condiciones severas para su fijación sobre materiales celulósicos. Son fácilmente solubles mediante el vertido sobre agua caliente a 80 – 85 °C y revolviendo bien. Son aplicables tanto en estampado como en teñido.
Este tipo de colorantes reactivos tienen muy buenas propiedades de solidez y son adecuados para la estampación en algodón, viscosa, rayón y seda natural.
El sistema de fijado para la monoclorotriazina tiene una alta vida con la presencia del álcali en la pasta de estampado. Estos colorantes son simples para fijar usando vapor saturado y tienen muy baja sustantividad a la fibra; esto es muy importante para las propiedades de lavado, su mercado es de aproximadamente el 65% de los colorantes Reactivos y son principalmente usados para estampados de primera fase.
2 – Los Colorantes Reactivos Vinysulfones
El grupo reactivo vinysulfon juega un rol importante en el campo de los estampados reactivos. Este tipo de colorantes son moderadamente reactivos ya que tienen los Grupos Vinysulfones como su sistema de fijación y son de alta importancia para estampar en dos fases. Generalmente este tipo de colorante se usa para hacer Estampado por Corrosión y Estampado por Reserva.
Las principales características de los colorantes reactivos vinysulfones son las siguientes:
- Poseen excelente brillo y buena solidez al lavado.
- Son colorantes corroibles
- Se pueden usar para las técnicas de reserva reactiva y corrosión (la tela tiene que ser teñida con estos colorantes)
- Facilidad delavado de los colorantesno fijados,manchadomínimo cuando se estampa sobre fondos blancos
- Son aplicados en el teñido entre 40 y 60 °C.
- El método de fijado para el estampado es de 102 °C.
En el estampado por corrosión primero se tiñe la tela con colorantes vinysulfones y después se estampa pigmentos corrosivos y para el estampado por reserva primero se estampa con un producto de reserva y después se tiñe, para ambos casos el proceso de teñido es el siguiente:
Después del proceso de teñido se estampa por corrosión (discharge) lo cual está basado en la reducción. Para la mayoría de estampadores en el mundo los términos “agente de reducción “y “agente de corrosión” son sinónimos.
Como agentes de reducción, los más usados son los siguientes:
Sufoxilato formaldehido de sodio (C.I. Agente de reducción 2, o rongalit C)
Sufoxilato formaldehido de zinc (C.I. Agente de reducción 4) insoluble en agua
Sufoxilato formaldehido de zinc(C.I. Agente de reducción 6) soluble en agua
Sufoxilato formaldehido de Calcio (C.I. Agente de reducción 12)

Primero se tiñe la tela con colorantes reactivos corroibles y después se estampa con colores claros, como se ve en estos estampados.
D) Fijado de los estampados con colorantes reactivos
En el caso de los estampados es muy importante que el proceso de fijación y de hidrólisis (2) sea completo, así no habrá remanentes de colorante reactivo que sangren sobre fondos blancos. La selección de colorantes reactivos debe ser realizada de acuerdo a los equipos de fijación de que se disponga. Los colorantes de alta reactividad permiten el uso de procesos rápidos de fijación, pero si alguno de estos colorantes tiene baja reactividad es más seguro utilizar tiempos y temperaturas normales de fijación.
Otro factor que es relevante es la estabilidad del vínculo colorante-fibra bajo condiciones alcalinas calientes. Tiempos de fijación más largos que los requeridos darán lugar a una caída de los rendimientos de color.
- Condiciones de Fijado de los Reactivos
El fijado de los colorantes Reactivos puede ser hecho usando:
- Proceso de vaporizado: el fijado es realizado en un vaporizador con vapor saturado a una temperatura entre 102 – 105 °C, entre 6 a 12 minutos.
- Proceso de termofijado: el fijado es realizado en un termofijador a una temperatura que varía entre 150 – 190 °C. El tiempo varía entre 1 a 6 minutos, el cual va proporcional a la temperatura; es decir, si termofijo a 150 °C lo haré en 6 minutos y por cada 10 °C más, reduciré 1 minuto el tiempo.
- Proceso de vapor a alta temperatura: el fijado se realiza en un vaporizador de pliegues colgantes a una temperatura que varía entre 140 – 160 °C.
- Proceso de vapor corto: el fijado es realizado en un Flash Ager a una temperatura que varía entre 120 – 140 °C a un tiempo que varía entre 8 – 20 segundos. (para el proceso de dos fases en particular).
- Proceso de choque alcalino: La pasta del estampado no contiene álcali; el fijado es realizado en un líquido hervido en un foulard con mucho álcali y mucha sal.
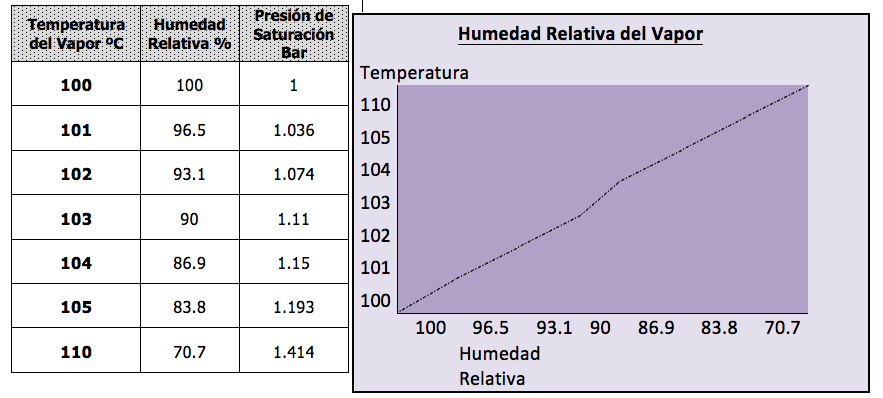
Cuadro que nos muestra la humedad relativa dentro de la cámara de un vaporizador, a más temperatura habrá menor humedad relativa.
E) Lavado de los Estampados con colorantes reactivos
La eliminación del colorante hidrolizado (2) y sin reaccionar de las telas es un paso vital después de la estampación. La cantidad de colorante no fijado en un tejido estampado de algodón debería ser menos de 0.02% sobre el peso de la fibra.
Generalmente, el lavado de los estampados con colorantes reactivos implica 3 etapas:
– Inicialmente, los productos se lavan con agua fría y semicaliente. Esta es una etapa de dilución en la que se elimina el espesante, la sal y el álcali de las telas.
– En segundo lugar, jabonado caliente, ya que a concentraciones más bajas de electrolitos la sustantividad de los colorantes es menor, lo que hace más fácil su desabsorción.
– Por último, enjuague caliente y luego frio para diluir la solución de colorante final que está adherido a las fibras, en el enjuague en frío se le coloca 1 gramo de ácido acético, para que haya mayor afinidad con los productos del acabado.
Siempre habrá una pequeña cantidad residual de colorante que se deposita sobre la superficie de la fibra, en la evaporación del agua durante el secado, y se elimina fácilmente por lavados posteriores. Obviamente, la cantidad de colorante debe ser tan pequeña como sea posible.
F) Acabado de los estampados con colorantes reactivos
A las telas celulósicas estampadas con colorantes reactivos se les dan acabados químicos para mejorar sus propiedades de fácil uso.
Algunos cambios en el color y la solidez a la luz pueden ocurrir como resultado del acabado, estos cambios dependerán de los colorantes, catalizadores y agentes de reticulación utilizados. Esta vez solo tocaremos el tema de acabado con suavizantes.
Suavizado
Fuerzas de interacción entre colorante y fibra pueden ser mermadas por tensoactivos. Los suavizantes con carga opuesta al colorante, dan oportunidades de interacción que modifica el color y afecta las solideces.
Los suavizantes que se utilizan son no iónicos, catiónicos, aniónicos y siliconas; todos los tipos favorecen la absorción de la humedad, lo que hace que la fibra se suavice y, a su vez, elimine la electricidad estática.
Generalmente los catiónicos imparten tactos suaves con variados grados de untuosidad.
Los aniónicos aportan tactos llenos, los no iónicos confieren tactos secos y moldeables, y las siliconas brindan tactos tersos, suaves y sedosos.
Mecanismos de efecto de los suavizantes
Los suavizantes proporcionan sus principales efectos en la superficie de las telas. Las moléculas de los suavizantes son pequeñas, además penetran en la fibra y proporcionan una plastificación interna de la fibra por la formación de un polímero mediante la reducción de la temperatura de transición vítrea. La distribución física de las moléculas de los suavizantes habituales en la superficie de la fibra es importante y se muestran en la Fig. – 1. Depende de la naturaleza iónica de la molécula del suavizante y la hidrofobicidad relativa de la superficie de la fibra. Los suavizantes catiónicos se orientan con sus extremos de carga positiva hacia los tejidos parcialmente cargados negativamente (potencial zeta), la creación de una nueva superficie de cadena de carbono hidrófoba que proporciona un excelente suavizado y la característica lubricidad con estos suavizantes. Por otro lado, los extremos de los suavizantes aniónicos están cargados negativamente por lo que se repelen lejos de la superficie de la fibra, la cual tiene carga negativa. Esto conduce a una más alta hidrofilicidad, pero con menos suavidad que con los suavizantes catiónicos. La orientación de los suavizantes no iónicos depende de la naturaleza de la superficie de la fibra, con la parte hidrofílica del suavizante siendo atraída a la superficie de la tela hidrofílica y la parte hidrofóbica del suavizante siendo atraída a la superficie hidrófobica de la tela.
Tipos de suavizantes y su estructura química
La mayoría de los suavizantes se componen de dos partes: una hidrófoba y una hidrófila. Por lo tanto, se pueden clasificar como surfactantes (agentes de superficie activa) y se encuentran concentrados en las superficies de las fibras. La mayoría de los ablandadores de agua tienen una baja solubilidad. Por lo tanto, los productos suavizantes se venden generalmente como emulsiones de aceite en agua que contienen entre 20-30% de sólidos. Las moléculas de los suavizantes contienen grupos alquilos largos, a veces ramificados, de más de 16 hasta 22 átomos de carbono, pero la mayoría tiene 18 átomos de carbono que corresponden al residuo estearílico. Las excepciones a esta estructura molecular son las categorías especiales de suavizantes de siliconas, parafinas y polietileno. Alrededor de un tercio de los suavizantes utilizados en la industria textil son a base de silicona.
a) Los suavizantes catiónicos
Este tipo de suavizantes tiene las mejores propiedades de suavidad y tiene buena duración a repetidos lavados. Pueden ser aplicados por agotamiento para todas las fibras, ya que dan superficies hidrófobas, pero dan malas propiedades de rehumectación, debido a que su grupo hidrofóbico se orienta lejos de la superficie de la fibra. Por lo general, no son compatibles con los productos aniónicos.
Suavizantes catiónicos atraen la suciedad y pueden causar el amarillamiento de las telas estampadas o teñidos blancos a altas temperaturas y afectan negativamente la solidez a la luz de los colorantes directos y reactivos. Las desventajas ecológicas inherentes de muchos compuestos no modificados de amonio cuaternario (cuaternarios) son la toxicidad para los peces y escasa biodegradabilidad. Se pueden eliminar fácilmente de las aguas residuales por adsorción y por precipitación con compuestos aniónicos. Los compuestos cuaternarios con grupos ésteres, por ejemplo ésteres de trietanolamina, son biodegradables, a través de la hidrólisis del grupo éster.
El ejemplo de un éster cuaternario en Fig.-2 se sintetiza a partir de trietanolamina, esterificado con una cantidad doble de material refractario aislante de ácido esteárico y luego con sulfato de dimetilo.
b) Suavizantes aniónicos
Los suavizantes aniónicos son estables al calor, a la temperatura normal de procesamiento textil y compatible con los otros componentes del colorante estampado o teñido y de los baños de blanqueo. Proporcionan fuertes efectos antiestáticos y buenas propiedades de rehumectación porque sus grupos aniónicos están orientados hacia fuera y están rodeados por una capa de hidratación gruesa. Los sulfonatos son, en contraste con los sulfatos, resistentes a la hidrólisis (F-3). se utilizan a menudo para aplicaciones especiales o en combinación con agentes abrillantadores fluorescentes aniónicos.
c) Suavizantes no iónicos basado en parafina y polietileno
El polietileno puede ser modificado por la oxidación de aire en fusión a alta presión para darle el carácter hidrófilo (principalmente grupo ácido carboxílico). La emulsificación con álcali nos dará unos productos más estables y de mayor calidad. Estos suavizantes muestran alta lubricidad que no es duradera para la limpieza en seco y son estables a las condiciones extremas de pH y calor bajo las condiciones normales de procesamiento textil, y son compatibles con la mayoría de los productos químicos textiles.
d) Suavizantes anfóteros
Tienen buenos efectos suavizantes, baja permanencia al lavado y altos efectos antiestáticos. Tienen menos problemas ecológicos que los suavizantes catiónicos. Ejemplos de este tipo de suavizantes como la betaína y del tipo óxido de amina se muestran en la -5. Los suavizantes anfóteros tienen una cadena alquílica larga que contiene grupos ácidos y básicos; y su naturaleza depende del pH que tenga.
Con pH bajo: son catiónicos
Con pH 7: son no iónicos
Con pH alto: son aniónicos
Los suavizantes de este tipo se basan en los siguientes productos:
• aminoácidos sustituidos: R-+ NH2CH2CH2COO-
• sulfobetaínas: R3N + (CH2) n-SO3-
• betaínas: R-CONH C3H6N + (CH3) 2CH2COO-
• imidazolinas
e) Suavizantes de silicona
Este tipo de suavizante proporciona muy alta suavidad, muy buen tacto, de alta lubricidad, buena capacidad de recuperación elástica, buena recuperación a las arrugas, resistencia a la abrasión y resistencia al desgarro. muestran una buena estabilidad a la temperatura y durabilidad, con alto grado de permanencia para aquellos productos que forman películas reticuladas y una gama de propiedades desde hidrófobos a hidrófilos.
Dependiendo de su método de síntesis, los suavizantes de silicona pueden contener cantidades variables de oligómeros de siloxano volátiles. Junto con emulsificantes volátiles estos oligómeros pueden causar problemas de contaminación en el aire a la salida de los exhaustadores de las ramas. Las siliconas se utilizan también como repelentes de agua, acabados elastoméricos, recubrimientos y como antiespumantes.
La alta flexibilidad molecular de la cadena de silicona es la razón por la que tiene muy baja temperatura de transición vítrea (aproximadamente -100 °C) y por su suavidad especial. Muchos químicos postulan que en gran medida los grupos metilo protegen a los átomos de oxígeno que están en contacto con el exterior. Por lo tanto, la superficie de las fibras acabadas con polidimetilsiloxano es principalmente no polar e hidrófoba. En el caso de las fibras de celulosa, de lana, de seda y de poliamida, tienen fuertes enlaces de hidrógeno entre los grupos hidroxilo o amino de las fibras y los grupos amino de las siliconas modificadas. Estos enlaces actúan como un ancla para la silicona, que forma una película distribuida de manera uniforme sobre la superficie de la fibra. El resultado es la buena repelencia al agua y la mano suave. Con un contenido óptimo de grupos laterales amino, los segmentos de polisiloxano entre los lugares de anclaje son lo suficientemente largos para mantener su alta flexibilidad. Esta es la razón principal para la suavidad y el efecto lubricante de las siliconas amino funcionales en fibras polares.
En el caso de fibras relativamente no polares tales como el poliéster, los segmentos hidrófobos de las cadenas de silicona interactúan fuertemente con la superficie de la fibra hidrófoba. Los grupos laterales amino cargados positivamente de las cadenas de silicona se repelen entre sí y dan lugar a una mayor flexibilidad de los lazos de la cadena de silicona. De nuevo, esta es la razón de la mano especialmente suave de las siliconas amino funcionales en fibras no polares.
La silicona imparte a los artículos una hidrofilidad excelente y un tacto suave muy agradable. Multiplica notablemente la velocidad de transporte de la humedad. Ello mejora considerablemente la comodidad en el uso de la prenda ya que mejora su capacidad de absorción de agua y le proporciona una blandura y suavidad agradables. El grado óptimo de hidrofilidad se alcanza empleando entre 40 g/L a 80 g/L de silicona. Al emplear suavizantes de silicona en el fulardado es importante la estabilidad de las emulsiones a las fuerzas de cizallamiento.
Las emulsiones de silicona a base de polisiloxanos amino funcionales de cadena larga, provistos de grupos finales reactivos, ocasionan problemas de estabilidad, especialmente aplicando a elevadas velocidades de producción y tiempos prolongados de marcha. La emulsión se torna inestable. El polímero de silicona forma incrustaciones en los cilindros perturbando el proceso de producción y, en caso desfavorable, dando lugar a la formación de manchas en el género estampado.
Aquí se les brinda algunas recetas de acabados con siliconas (en todos los casos son necesarias pruebas preliminares).
La silicona se aplica a temperatura ambiente por fulardado, en cuyo caso la absorción de baño es del 60 al 90%, según el tipo de artículo.
| Silicona | 40 – 80 g/L |
| Lubricante de costura | 60 -120 g/L |
| Cloruro de magnesio hexahidratado | 12 – 24 g/L |
| Ácido acético | 1 g/L |
Absorción de baño: 70 %
Secado: 150°C a 15 mts/min de velocidad
El pH del baño en el foulard debe ser de 4,5 a 5.5. En el caso de que los géneros sean de reacción alcalina, debemos ajustar el pH a nivel ligeramente ácido antes de proceder al acabado, ya que de lo contrario se podrían producir precipitaciones de silicona.
Datos relativos a la Solución de Problemas para el acabado con suavizantes
Las micro emulsionesde las que están compuestos los suavizantes, principalmente las siliconasamino-modificadas, danefectosespeciales a las telas. Su principal ventaja esla alta estabilidadde la emulsión.Esto es importantepara aplicaciones conalto cizallamiento, ya que las emulsionesque no tienenuna excelente estabilidadal cizallamientopueden degradarse y depositarlas partículasdel suavizante en la maquinaria de acabadoy en la tela, las cuales sonmuy difíciles de quitar.
En la Tabla 3.2, se comparan algunas características de los suavizantes normales y micro emulsiones.
Estabilidad de la emulsión: Cuando la estabilidad de una emulsión normal (no micro emulsión) es alta, entonces el efecto del suavizante se reduce. Una emulsión de estabilidad moderada da los mejores resultados, probablemente debido a que las pequeñas gotas del suavizante emulsionado pueden posicionarse mejor en la superficie de la fibra. La pobre estabilidad de la emulsión provoca manchas en la superficie de la tela.
Suavizantes reactivos: Algunos de los suavizantes que tienen grupos funcionales pueden reaccionar con los grupos químicos de algunas fibras, por ejemplo, aminas N-metiloladas reaccionan con los grupos hidroxilo de la celulosa. El resultado es un acabado muy duradero, combinado con las ventajas y desventajas de la química de la reticulación.
Los suavizantes y la termomigración de los colorantes: Muchos suavizantes hidrófobos se utilizan como disolventes para los colorantes dispersos. Por lo tanto, si se utilizan en el acabado del poliéster aumentan la termomigración de los colorantes y el manchado de las partes blancas de la tela (sangrado) que están sin estampar. Disminuyen tanto la solidez al frote y la solidez al lavado debido a que los colorantes migran a la superficie de la fibra.
Volatilidad: Algunos de los suavizantes son volátiles o tienen componentes volátiles. Durante el secado, y termofijado estos componentes volátiles pueden condensarse en las zonas más frías de los hornos (ramas) y luego caer de nuevo sobre la tela, causando manchas. El calentamiento de la parte superior de los hornos puede ayudar a prevenir este problema.
Color amarillo: Este problema se presenta sobre todo en tejidos blancos o en estampados con poca cobertura y fondos blancos. Puede ser causada por la oxidación de los suavizantes catiónicos o siliconas modificadas por la atracción ionogena de los suavizantes catiónicos y los blanqueadores fluorescentes aniónicos con los cuales se ha blanqueado la tela.
Suavizantes mecánicos: Los efectos de suavizado también se pueden obtener en algunas telas sin productos químicos, sólo por el tratamiento mecánico, por ejemplo, con el lavado a chorros de agua a alta presión. Este hidroenmarañado de las fibras es similar a la técnica de entrelazado para los no tejidos, con la ventaja de que da un efecto de limpieza adicional.
Color más intenso, más oscuro: Los acabados con suavizantes de silicona o elastómeros pueden generar estampados con los colores más intensos. Esto se puede lograr acabando los textiles en seco. Con acabados de silicona, preferiblemente con macro emulsiones modificadas con amino, se puede lograr colores intensos, en combinación con un tacto muy suave. La desventaja es el aumento de la termomigración, lo que lleva a reducir la solidez al lavado húmedo. Esto se puede reducir evitando el exceso de dosificación y las temperaturas de secado deben ser a no más de 120°C.
Diseños con Estampados Reactivos
Terminología Utilizada
- Higroscópico: Son higroscópicos todos los compuestos que atraen agua en forma de vapor o de líquido de su ambiente.
- Hidrólisis: Descomposición o alteración de una sustancia química por medio del agua. Formación de un ácido y una base a partir de una sal (Carbonato) por interacción con el agua.
- Hidrófilo: que tiene afinidad con el agua.
- Hidrófobo: que no tiene afinidad con el agua.
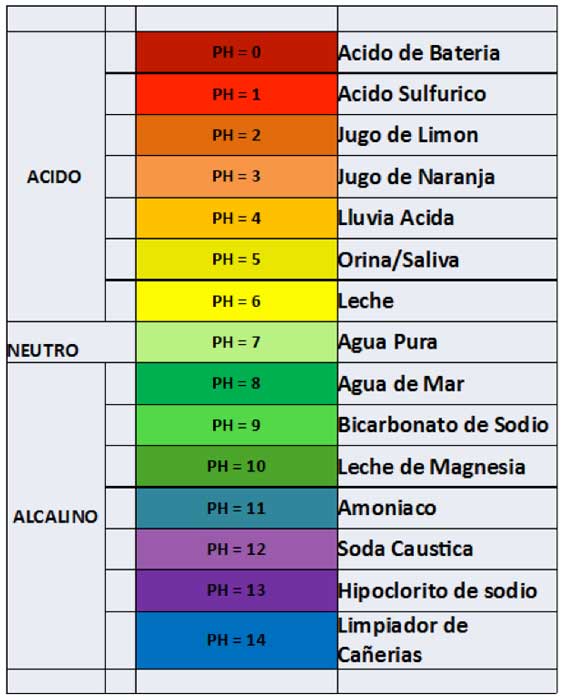
- PH (Potencial Hidrógeno); Se usa para determinar la alcalinidad o acidez de una solución. La condición ideal de pH se define de acuerdo al tipo de colorante empleado. El pHindica la concentración de iones hidronio [H3O]+ presentes en determinadas disoluciones.











")




{kind=link}