
")
MARCAS DE PARO, MARCAS DE ARRANQUE Y AJUSTES DE CALADA
Por: Dario Paredes Vásquez
Es importante iniciar explicando que las marcas de paro y las marcas de arranque son fallas comunes en todo tejido plano, la diferencia, que puede ser una ventaja o una desventaja, se debe a las características propias del tejido que hace que estos defectos sean más notorios o menos notorios.
La intención de esta publicación es explicar los criterios principales para controlar e intervenir estos defectos, los ajustes textiles realizados deben buscar primero reducir o eliminar los paros de máquina, paros por urdimbre y paros por trama y luego eliminar o atenuar las marcas de paro o marcas de arranque.
En primer lugar, debemos reconocer los tipos de defectos que pueden presentarse en el tejido a causa de una marca de paro o una marca de arranque:
- TEJIDO ABIERTO: CLARO
Se produce cuando una o más pasadas de trama se encuentran separadas dejando una línea horizontal abierta. Esta falla se presenta generalmente en tejidos con baja cobertura.
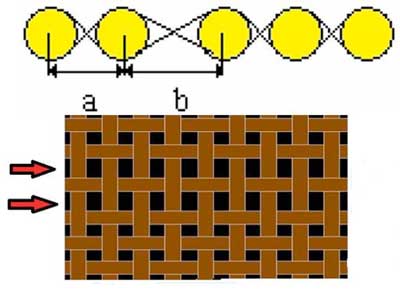
- TEJIDO CERRADO: TUPIDO
Se produce cuando una o más pasadas de trama se encuentran juntas dejando una línea horizontal cerrada. Esta falla se presenta generalmente en tejidos semipesados.
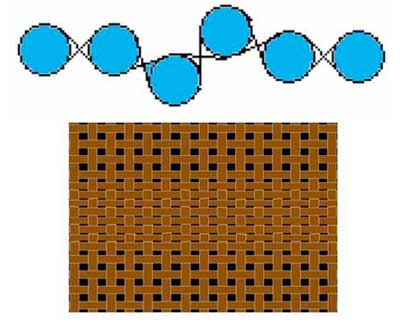
- TEJIDO CALAMINADO: BARRADO
Se produce cuando se encuentran superpuestas más de una pasada de trama, una encima de otra dejando una franja horizontal calaminada y cerrada. Esta falla se presenta en tejidos pesados, sargas o satenes con alto factor de cobertura y siempre al arranque de máquina.
El siguiente paso es determinar qué tipo de defecto se está presentando y si este se genera al paro de máquina o al arranque. Para ello, hay un procedimiento simple de pruebas de marcas de paro y de arranque:
- Provocar un paro del telar, por urdimbre y por trama.
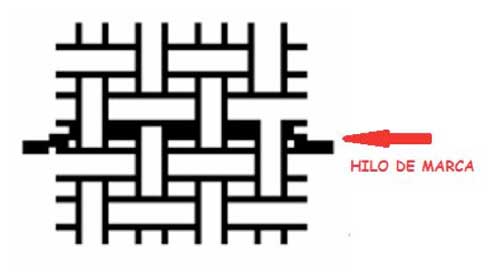
- Insertar un hilo de color de aproximadamente 10 a 20 cm delante de la última pasada insertada.
- Esperar de uno a tres minutos.
- Arrancar el telar.
- Verificar el tipo de defecto, claro o tupido, y si este defecto se presenta antes o después del hilo de color utilizado como marca; de esta manera, determinamos si la falla se presentó al paro o al arranque de máquina.
- Realizar varias pruebas con diferentes regulaciones, mínimo a 20 cm de distancia entre una y otra prueba.
CONTROLES BÁSICOS
Es necesario asegurar el correcto estado y funcionamiento de las partes mecánicas y electrónicas del telar para descartar posibles claros y/o tupidos por defecto de máquina, por ejemplo:
- Función mecánica del desenrollador de urdimbre y del enrollador de tela
- Rodamientos
- Piñones
- Cadenas de transmisión
- Soportes / articulaciones
- Cubrimiento de cilindros de arrastre y rodillos de presión.
- Templazos, desgaste y tipo de anillos de acuerdo al tejido.
- Palancas tiralizos: transmisión del formador de calada, juego de los cojinetes y rodamientos.
- Accionamiento y freno de máquina, poleas y fajas de transmisión.
Existe también la posibilidad de que el tejido presente defectos de claros o tupidos durante el proceso de tejido, pero estos son atribuidos a un defecto de algún componente mecánico o electrónico. En este reporte no se revisará estos defectos, que corresponden a mantenimientos preventivos y/o correctivos.
CAUSAS PRINCIPALES
Revisaremos tres causas principales que generan las marcas de paro y las marcas de arranque y que en los telares modernos se tiene opción de controlar y regular.
Tiempos de paro de máquina.- Las marcas de arranque se acentúan dependiendo del tiempo que el telar está parado en espera de su intervención: a mayor tiempo de paro, la falla será más severa; este motivo es básicamente un método de trabajo. Se debe buscar reducir al máximo posible los tiempos de paro de máquina, sea con ajustes textiles para evitar los paros de máquina o con atención oportuna; por ejemplo, si se produce un paro de urdimbre en un telar y un paro de trama en otro telar, se debe atender primero el paro de trama ya que es más rápida su intervención y luego el paro de urdimbre.
Velocidad nominal.- Es la velocidad máxima ajustada de un telar durante su proceso de trabajo y difiere según la carga o los movimientos de marcha lenta del telar. Aquí es importante entender tres conceptos:
Ángulo de frenaje: al producirse un paro de máquina, esta no se detiene al instante; tiene un deslizamiento del freno dependiendo del tipo de accionamiento o de la velocidad de máquina. Este puede ser desde 40° hasta aproximadamente 200°. Es importante conocer este dato, ya que nos permite saber cómo fue rematada la última pasada insertada. Si durante el remate o batanado esta última pasada fue golpeada durante el momento de frenado, es posible que se genere un claro; ya que estará a menos de su velocidad nominal.
Posición de paro: luego de producido el paro de máquina, esta se posiciona en un grado ajustado determinado. Las condiciones de la posición de paro dependerán del tipo de inserción del telar, del ligamento y del tipo de paro; por ejemplo, se sugiere, cuando se trabaja un tafetán, regular la posición de paro al momento del cruce de calada cuando se produzca un paro de trama para evitar estirar la urdimbre durante el tiempo de paro, hasta que el operario llegue busque la pasada correcta y realice el arranque; de igual forma cuando se produzca una rotura de urdimbre, regular una posición de paro que permita que el operario inserte el hilo con facilidad por el lizo y el peine sin necesidad de hacer movimientos manuales adicionales.
Posición de arranque: luego que el operario realiza la reparación o corrección del paro, la máquina va hacia un grado de posición de arranque. El criterio aquí es buscar que la primera pasada insertada sea golpeada lo más cerca de su velocidad nominal, dependiendo de las rpm de máquina, la velocidad nominal se alcanza recién a la tercera o cuarta pasada. Por ejemplo, cuando la primera pasada insertada deja un claro al arranque, lo que tenemos que regular es la posición más lejana del punto de remate; así le damos más tiempo para alcanzar su velocidad nominal.
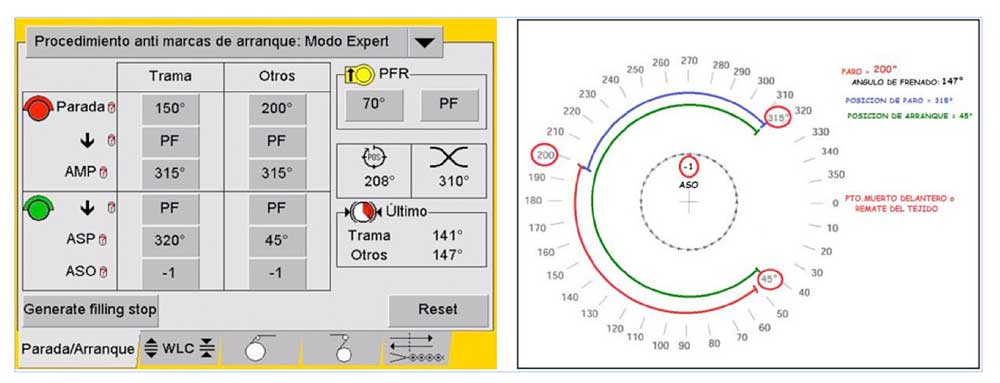
En algunos telares modernos, por ejemplo el telar Picanol, se ofrece la opción de regular pasadas en vacío (valor ASO), de esta manera, se puede lograr que la primera pasada insertada sea golpeada o rematada a su velocidad nominal.
También tiene otras opciones electrónicas para corregir las marcas de arranque con ajustes en el desenrollador de urdimbre y el enrollador de tela.
En la siguiente imagen mostramos una pantalla interactiva para el ajuste de las marcas de arranque y de paro de un telar Picanol OmniPlus 800 y en la escala como se generan los movimientos según el ajuste realizado para “otros”.
Diferencia de tensión de urdimbre.- La diferencia de tensión que afecta a las marcas de paro y marcas de arranque está determinada por el ajuste correcto de la calada. La calada es el túnel que se forma con el movimiento de las urdimbres que suben y bajan de acuerdo al ligamento del tejido a través del cual es insertada la trama y que detallaremos algunos tipos de ajustes más adelante.
Por otro lado, para regular una calada correcta es necesario conocer algunas condiciones del artículo o tejido:
El factor de cobertura.- es un valor que indica la propiedad de cubrimiento de un tejido, la capacidad máxima de hilos de urdimbre o hilos de trama en un determinado espacio. Esto nos ayudará a determinar si el tejido a trabajar es un artículo pesado (> 85% de tupidez) o liviano (<65% de tupidez) y de esta manera regular la calada posterior adecuada.
Las siguientes son las fórmulas para calcular el factor de cobertura de urdimbre, de trama y total.

Por ejemplo, si tenemos un tejido con ligamento tafetán con un factor de cobertura total de 31.5, siendo la cobertura máxima para un tafetán 37, entonces decimos 31.5 / 37 es igual a 85% de tupidez; este artículo se puede considerar pesado.
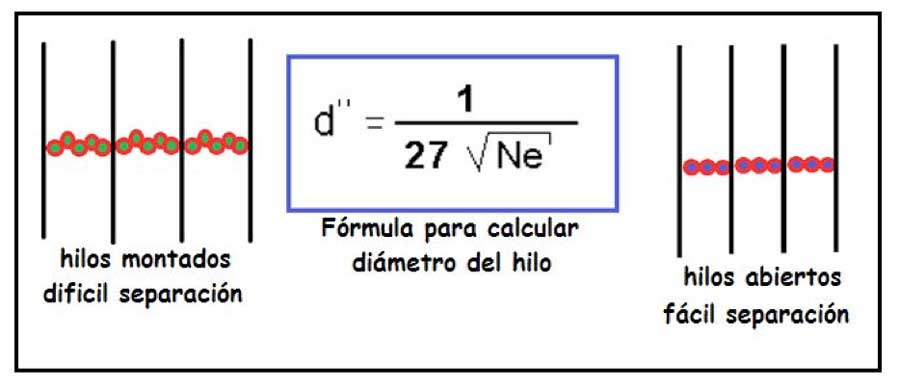
La densidad de urdimbre.- Es importante conocer la cantidad de hilos de urdimbre por diente de peine: si el artículo tiene 2 hilos por diente, 3 hilos por diente o más. Asimismo, es importante conocer la cantidad de dientes por centímetro. Este dato nos ayudará a saber con qué facilidad o dificultad los hilos de urdimbre entrecruzarán en su movimiento para formar la calada. Esto nos ayudará para regular la calada anterior adecuada al artículo por tejer.
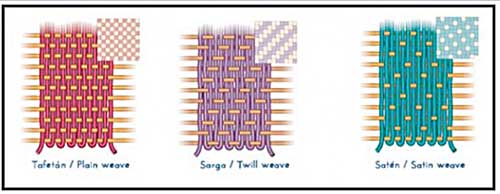
Ligamento del tejido.- Conocer si el tejido es un tafetán, una sarga, un satén o un dobby, si es un ligamento liviano, pesado o neutro nos ayudará a regular la calada posterior adecuada.
Además, la calada debe tener ciertas características básicas importantes para lograr una calada “limpia” que permita una correcta separación y movimiento de la urdimbre y una correcta inserción de la trama.
Ángulo de abertura. Se deberá comenzar a trabajar con el menor ángulo de abertura posible para evitar estirar demasiado la urdimbre. Hay que entender que mientras más abertura de calada se regule, esta necesitará más tiempo para recuperar la elongación que sufre durante el movimiento de los cuadros y los movimientos de marcha lenta durante el paro y el arranque de máquina.
Altura de calada. Estará restringida o limitada de acuerdo al tipo de inserción de trama. De igual forma, lo que se busca es que durante el remate de la trama se realice lo más suave posible. Asimismo, ayudar a que las capas de urdimbre puedan ser individualizadas para ayudar a que se separen fácilmente.
Simetría. Dependiendo del ligamento y el factor de cobertura del tejido se pueden ajustar diferentes variantes de caladas que permitan el mejor trabajo (eficiencia) y la menor incidencia de marcas de paro y/o marcas de arranque (calidad).
Desfases. Dependiendo de la densidad de urdimbre, es decir la facilidad o dificultad que tienen los hilos de urdimbre para separarse entre sí durante el movimiento de formación de calada se pueden ajustar diferentes grados de desfase que ayuden a que los pares de urdimbre crucen en momentos diferentes permitiendo una mejor separación, el mejor desfase se logra en el formador de calada de excéntricas.
Tensión. De acuerdo al título del hilo, al tipo de material, a la cantidad de hilos, a las condiciones de preparación, entre otros factores, se debe ajustar la tensión de urdimbre adecuada.
LA CALADA ANTERIOR
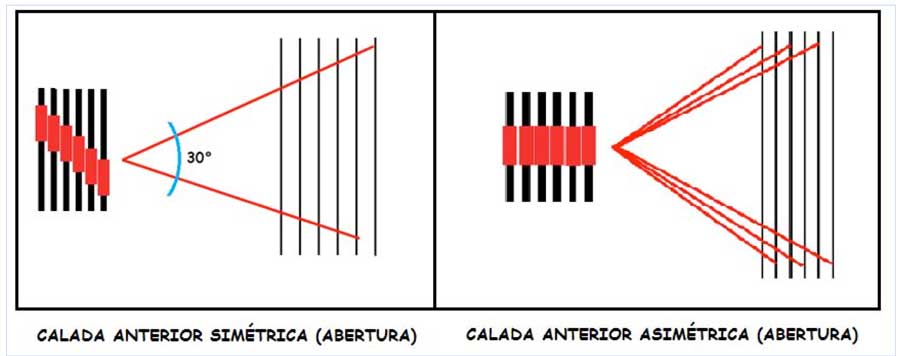
La separación de hilos formada entre el punto de remate y los lizos se denomina “calada anterior”. Como ajuste básico inicial se debe buscar el ángulo de calada más pequeño posible, suficiente para una inserción de trama limpia. Para un ajuste será necesario controlar la calada desde el inicio de la inserción hasta el final de la misma, siendo a 180° después del cruce de la calada una posición de carrera máxima que nos mostrará el aspecto o formación de la calada. Existen dos tipos de calada anterior:
Calada anterior simétrica. Los hilos de la calada superior y los de la calada inferior forman líneas cerradas. Para formar un ángulo simétrico de calada la abertura de los cuadros es creciente, por lo tanto tienen diferentes tensiones.
Usos:
- Tejidos de filamento, hilados con poca pilosidad.
- Tejidos livianos, hilos de urdimbre de fácil separación.
- Tejidos con poca densidad de hilos de urdimbre.
Calada anterior asimétrica, Los hilos de la calada superior y/o de la calada inferior forman diferentes capas (líneas diferentes)
Usos:
- Tejidos con urdimbre pelusienta de difícil separación.
- Tejidos con mucha densidad de hilos de urdimbre por diente de peine.
Es posible lograr diversas variantes de caladas asimétricas:
Con altura de cuadros
Usado en tejidos básicos (tafetán, sarga, satén) para separar en diversas capas. Ejemplo:
En artículo con cuatro cuadros
1er cuadro = ajuste básico + 0 mm
2do cuadro = ajuste básico + 1 mm o 2mm
3er cuadro = ajuste básico + 2 mm o 4mm
4to cuadro = ajuste básico + 3 mm o 6mm
Tafetán de cuatro cuadros
1er cuadro = ajuste básico
2do cuadro = ajuste básico
3er cuadro = ajuste básico + 2 mm o 4mm 4to cuadro = ajuste básico + 2 mm o 4mm
Con abertura de cuadros
Usado en tejidos especiales que combinan ligamentos con diferentes puntos de ligadura, consiste en dar carreras diferentes de acuerdo al ligamento.
Ejemplo:
A los cuadros que corresponden a la sarga que tiene menos puntos de ligadura se le debe dar menor abertura que a los cuadros que corresponden al tafetán que tiene más punto de ligadura. De esta manera se trata de compensar o igualar tensiones de urdimbre; recordemos que al tener mayor abertura este hilo estira más y necesita recuperar esta elongación.
Con cruce de calada
Usados solo en excéntricas, principalmente en artículos con alta densidad de urdimbre y de difícil separación en lisos y peine, al dar diferentes cruces de calada los pares de cuadros cruzarán en tiempos diferentes logrando una mejor separación.
Ejemplo:
Cuadros 1° y 2° cruzan a 320°
Cuadros 3° y 4° cruzan a 310°
Cuadros 5° y 6° cruzan a 300°
Es posible utilizar combinaciones de estas tres variantes de acuerdo a la complejidad o necesidad, cuidando que una de ellas no influya negativamente sobre la otra, de manera que disminuya o anule la ventaja lograda.
EFECTOS DE CRUCE DE CALADA (referencia de grados para una tela con punto de remate 0°)
- Cruce Temprano: 290° – 310°
- La trama es arrastrada con más fricción y una menor tensión delante del peine, esto permite que se acomode mejor al remate.
- La trama tiene menos contracción.
- Favorable en tejidos pesados y problemas de barrados.
- No favorece en tejidos con hilados pelusientos ya que al tener mayor fricción crea más pilosidad.
- Presenta un aspecto más cerrado del tejido.
- Cruce Estándar: 310° – 320°
- Cruce Retrasado: 320° – 350°
- La trama insertada es rematada sin crear ninguna tensión ya que es llevada libremente hacia el punto muerto delantero.
- Se cuida mejor al hilo de trama.
- No favorece en artículos pesados.
- El hilo de trama pierde algo de su tensión, favorable para hilos débiles y pelusientos.
- Puede provocar marcas verticales de peine, de guías de pinza , proyectil o de sopladores auxiliares.
- El tejido tiene mayor fuerza de golpe al remate.
LA CALADA POSTERIOR
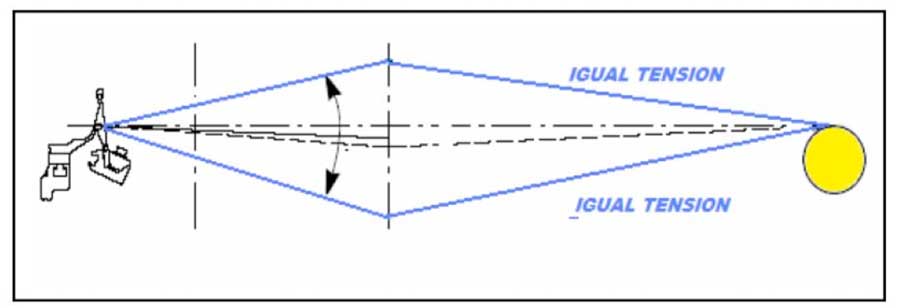
Calada posterior simétrica. El apoyo del tejido en la calada anterior es el perfil del templazo. Este forma una línea con el portahilos.
De esta manera se logra una línea simétrica; aquí los hilos de la calada superior y de la calada inferior tienen la misma tensión de urdimbre de manera que así se cuidan mejor los hilos.
Se puede utilizar como ajuste básico para tejidos livianos con poca densidad, bajo factor de cobertura, tejidos con urdimbres débiles, tejidos con urdimbre floja o saltada.
 Calada posterior asimétrica
Calada posterior asimétrica
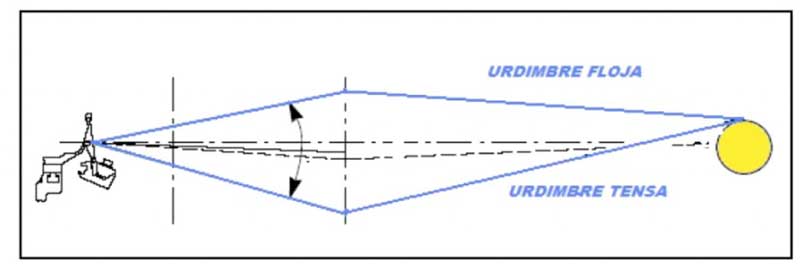
Hacia arriba. La altura del portahilos ajustada por encima del punto de simetría.
Con este ajuste del portahilos, la calada inferior se tensa y la calada superior queda floja. Así se produce un efecto de batanado al remate, se puede lograr mayores densidades de trama ya que las tramas se colocan una sobre otra logrando un aspecto más cerrado del tejido. Se puede usar como ajuste básico en tejidos pesados como denim, lona, toldos, etc., así como en popelinas para mejorar el aspecto rayado del tejido. Cuando trabajamos con formador de calada de excéntricas es posible lograr este efecto utilizando excéntricas asimétricas con la carrera más larga hacia abajo, de esta manera no necesitamos dar mucha altura al portahilos favoreciendo así la ergonomía.
Hacia abajo. La altura del portahilos ajustada por debajo del punto de simetría.
Con este ajuste, la calada superior se tensa y la calada inferior queda floja. Se puede utilizar en tejidos donde la mayor carga se teje hacia arriba y es favorable para la mejor distribución y separación de los hilos. Cuando trabajamos con formador de calada de excéntricas es posible lograr este efecto utilizando excéntricas asimétricas con la carrera más larga hacia arriba; de esta manera no necesitamos bajar mucho la altura del portahilos.
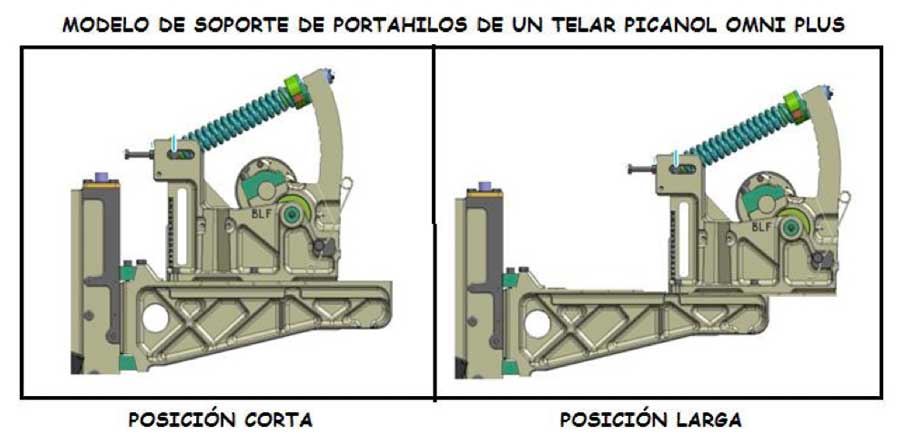
Calada posterior corta. El portahilos ajustado en profundidad lo más cerca a cuadros.
En esta posición la tensión de urdimbre es mayor por ser más corta la distancia, se logra una mejor separación de los hilos de manera que favorece en urdimbres pelusientas. Se puede usar en artículos pesados y de hasta 8 cuadros ya que a mayor cantidad de cuadros puede ocasionar que por acción de la calada se eleven las horquillas sobre sus rieles provocando paros falsos de urdimbre o dañando los rieles.
Calada posterior intermedia. El portahilos ajustado en profundidad en posición intermedia. Se logra un mejor cuidado de los hilos de urdimbre ya que la distancia a controlar es mayor.
Se puede usar como ajuste básico en artículos livianos de 4 a más cuadros, en urdimbres débiles y con poca elongación.
Calada posterior larga. El portahilos ajustado en posición más lejana de los cuadros.
Con esta calada se logra compensar mejor las tensiones de urdimbre ocasionadas por hilos con diferentes ligamentos ya que la distancia a controlar es mucho mayor. Se puede usar en artículos con hilos débiles y tejidos especiales con diferentes puntos de ligadura.
Otras regulaciones que influyen en la calada posterior
Regulación del banco de horquillas. La influencia de la profundidad y altura del banco de horquillas es también importante para una buena calada y un buen aspecto del tejido.
Profundidad del banco de horquillas:
Si ajustamos la profundidad del banco de horquillas más cerca al tejedor (adelante):
- Los hilos se separan con mayor facilidad, favorable para hilados pelusientos.
- Mejora las tensiones de urdimbre en ambas capas de hilos logrando una formación de calada más limpia.
- Cuando se trabaja con 6 a más cuadros, puede suceder que los hilos de urdimbre levanten las horquillas causando daño a las varillas del para urdimbre y al hilo de urdimbre. Este movimiento de las horquillas causa también diferencia de tensiones, produciendo un efecto disparejo del tejido más notorio hacia los orillos.
Si ajustamos la profundidad del banco de horquillas más lejos del tejedor (atrás):
- Se utiliza para hilados débiles y de diferentes tensiones, para cuidar y controlar mejor los hilos de urdimbre, reduce la formación de motas y los hilos ahorcados.
Altura del banco de horquillas:
- En artículos livianos, se debe cuidar que la viga transversal del banco de horquillas no desvíe el hilo de urdimbre provocando variación de tensiones, ya que esto puede originar marcas de arranque.
- En urdimbres débiles o bajo engomado, se debe regular la altura del banco para reducir o eliminar la fricción del hilo.
Uso del cilindro de desviación. Se utiliza para aligerar la carga del portahilos cuando trabajamos tejidos pesados, de alto factor de cobertura. El cilindro de desviación se puede ajustar en dos posiciones diferentes, de acuerdo a la profundidad y a la altura. Hay que decir que el cilindro de desviación soporta la mayor parte de la tensión de urdimbre.
Cuando se trabajan tejidos livianos, hilos de urdimbre débiles que producen roturas, es preferible retirar el cilindro de desviación, de esta manera se controla mejor la tensión de urdimbre.

Tensión de urdimbre. Una correcta tensión de urdimbre es importante para la formación de una buena calada y como consecuencia obtener una buena eficiencia y calidad. Esta tensión dependerá de la cantidad de hilos de urdimbre, título del hilo, material, calidad del engomado, ajustes de altura y abertura de cuadros y de la densidad del tejido.
Es difícil definir una tensión estándar, por la influencia de varios factores antes mencionados, en la práctica y con el conocimiento de dichos factores, la tensión de urdimbre correcta necesaria será aquella que no provoque roturas de urdimbre (tensión alta), ni provoque urdimbre floja o paros por trama enredada o roturas de urdimbre durante la inserción en telares de pinza o proyectil (tensión baja), asimismo su influencia en el aspecto del tejido (fuerza del remate, formación de orillos) o marcas de arranque.
El correcto análisis del defecto presentado y el ajuste adecuado según los criterios explicados permitirán eliminar y/o atenuar el efecto de la falla de calidad observada.
















{kind=link}