

Escribe : Gianangelo Nava
Química Nava S.A.C
Al realizar el tratamiento de desmineralizado a sus telas, muchos tintoreros se sienten tranquilos por haber aplicado un proceso que debería ayudar a las fases siguientes de los procesos húmedos. Sin embargo, hay que analizar más detenidamente este paso para conocer cuán útil es realmente.
Productos de renombre, con estrategias de marketing impecables, ofrecen y hablan maravillas de los resultados que se pueden conseguir. En realidad, debemos hacer notar que, en la mayoría de los casos, se está vendiendo gato por liebre.
El desmineralizado debería solubilizar y secuestrar los metales dañinos como el fierro, calcio y magnesio para los procesos posteriores pero, ¿realmente se logra?, y ¿es necesario en todos los casos?
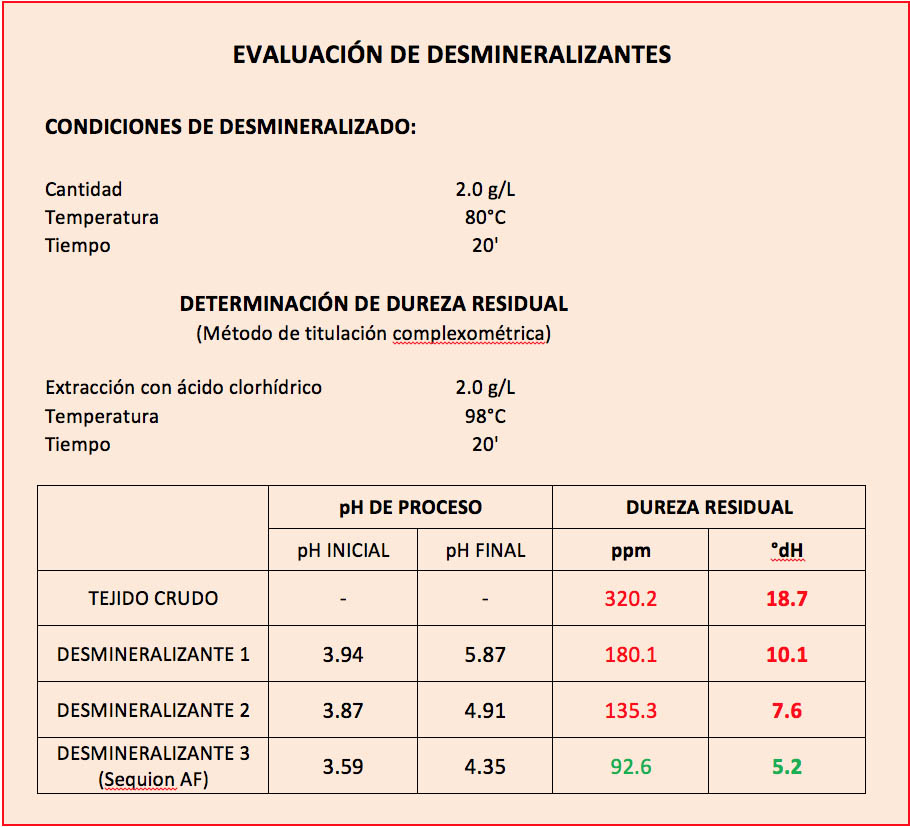
El error más común en el desmineralizado es el de realizarlo antes de un blanqueo. Podemos reconocer que este proceso aclara el color de la tela, ayudando al grado de blanco posterior, pero, al mismo tiempo, nos olvidamos de que la desmineralización elimina buena parte de calcio y magnesio. Como consecuencia, se ingresa al blanqueo con material sin protección, ya que los metales alcalino terrosos sirven como estabilizadores para el agua oxigenada.
Al no tener mayor protección, el algodón sufre, aun suponiendo que el baño contenga un buen estabilizador (no siempre fácil de conseguir en el mercado). Si no, ¿cómo se explicaría la fuerte pérdida de resistencia especialmente con algodones mercerizados? Como se puede observar en los resultados de la tabla anterior, aun el mejor producto para desmineralizar deja un residual de dureza. Nosotros sugerimos blanquear y luego desmineralizar (Sequion AF), obteniendo además un efecto neutralizante y logrando “matar dos pájaros de un tiro”.
Los casos en los que después de un desmineralizado se necesita una segunda etapa de agua oxigenada, para lograr un blanco profundo, son trágicos, ya que la pérdida de resistencia se magnifica hasta llegar a la pérdida del material.
Hemos recibido comentarios en contra de nuestra forma de pensar sobre el desmineralizado, dado que algunos operadores afirman tener menos problemas de “huecos” después de un blanqueo que ha tenido un desmineralizado previo. Contestamos de esta forma: El óxido de fierro puede tener dos proveniencias; la primera es la contaminación que hay en el hilado cuando se reciclan las fibras y, la segunda, proviene del agua, especialmente cuando las tuberías son de acero galvanizado. Un desmineralizado (hecho con los productos comerciales) no puede disolver las partículas de oxido de fierro antes mencionadas, por lo tanto consideramos mera coincidencia la “bondad” del desmineralizado en estos casos. Si se quisiera un desmineralizado eficiente, sería necesario tratar el material con 2 g/l de ácido clorhídrico a temperaturas elevadas.
Otra observación de los operadores es la inexplicable presencia de dureza en el proceso de teñido aún después de un “buen” desmineralizado. Para confirmar lo inexplicable, afirman que la titulación de la dureza en los enjuagues posteriores al desmineralizado arroja, con el kit, prácticamente 0° dH. Sin embargo, en el baño de teñido se encuentran aproximadamente 5° dH, aun confirmando que el agua blanda utilizada no tenía dureza y la sal empleada también estaba exenta de esto. La explicación es bastante simple, ya que el desmineralizado (con los productos comerciales en los cuales incluimos los nuestros) nunca llega a eliminar totalmente la dureza del algodón (si se quisiera eliminar totalmente la dureza, el desmineralizado debería ser conducido con 2 g/L de acido clorhídrico a temperatura alta, después del cual veríamos desparecer completamente la dureza. Pero, lamentablemente, nos toparíamos con una fuerte pérdida de resistencia del material. Por lo tanto, es mejor convivir con un residual y que puede ser más alto o más bajo en relación a:
Tipo de algodón
Tipo (química) y cantidad de desmineralizante
Relación de baño y número de enjuagues
Este residual se “desprende” de la fibra recién cuando empieza a circular la tela en el baño de teñido con la presencia de sal, dándose un intercambio iónico como el que ocurre en los ablandadores, y la dureza se evidencia siempre con el kit. Para confirmar lo dicho, tomen una muestra de la dureza apenas el baño de teñido empieza a circular (dureza 0°) y vuelvan a tomar la misma muestra después de 15-20 minutos: el kit detectará dureza.
Tenemos, por lo tanto, que convivir con este grado de dureza que no produce ningún daño siempre y cuando haya presencia, en el baño de teñido, de un secuestrante apropiado: nuestros Sequion M250 o M500 que, con sólo 1.0 g/L, secuestran respectivamente 10 – 20° dH.
Estos dos secuestrantes, que difieren solamente en la concentración, son apropiados para el proceso de teñido. Cumplen la función de secuestrar calcio, magnesio y fierro, de ser coloides protectores, de trabajar con un efecto umbral aún en condiciones sub-estequiométricas y de ser solubilizantes-dispersantes de los colorantes, especialmente si se disuelven en cantidades de agua al límite de su solubilidad. Se trata de los mejores secuestrantes del mercado en estas condiciones de trabajo. Hay otros y mejores secuestrantes, pero en otras condiciones de trabajo.
¿Por qué insistimos en la condiciones de trabajo? El baño de teñido lleva de 50 a 100 g/L de sal, es alcalinizado normalmente con 5 g/L de carbonato y 2 g/L de soda cáustica y, en estas condiciones, muchos secuestrantes, que podrían ser mejores en otras condiciones, precipitan. Algunos no soportan la alcalinidad y la mayoría no soporta la cantidad de sal en presencia de alcalinidad. ¿Qué ocurre si se utiliza un secuestrante de este tipo? El producto puede trabajar bien en la primera fase con pH neutro, pero apenas se alcaliniza se forma un precipitado. Dejaremos a la imaginación de los tintoreros las consecuencias de esto.
La prueba más simple, menos costosa y más segura para comprobar la eficiencia de un secuestrante es controlándolo en las condiciones de trabajo en las cuales será utilizado. No tiene ningún sentido comparar el poder secuestrante de cada producto con titulación o con el kit, ya que estas condiciones no reflejan las condiciones de trabajo en las cuales será empleado. Por lo tanto, nos dará valores que nos llevarán a evaluar el producto en forma errónea.
Si se utiliza un secuestrante en presencia de soda, de agua oxigenada, de sal o en un ambiente ácido, en cada una de estas condiciones tendremos que comprobar su eficiencia: no gastemos por gusto en kits o reactivos.
La mayor utilización de un secuestrante en una tintorería es en los baños de teñido, cuya prueba respectiva se conduce de esta forma:
- Poder secuestrante
Preparar un baño de teñido en “blanco”, sin colorante, con:
agua con 20° dH
80 g/L de sal sin dureza
1 g/L de secuestrante
5 g/L de carbonato de sodio
2 g/L de soda cáustica
Calentar hasta 80°C para acelerar el proceso.
El mejor secuestrante es el que no da precipitaciones (formaciones de carbonato de calcio o magnesio)
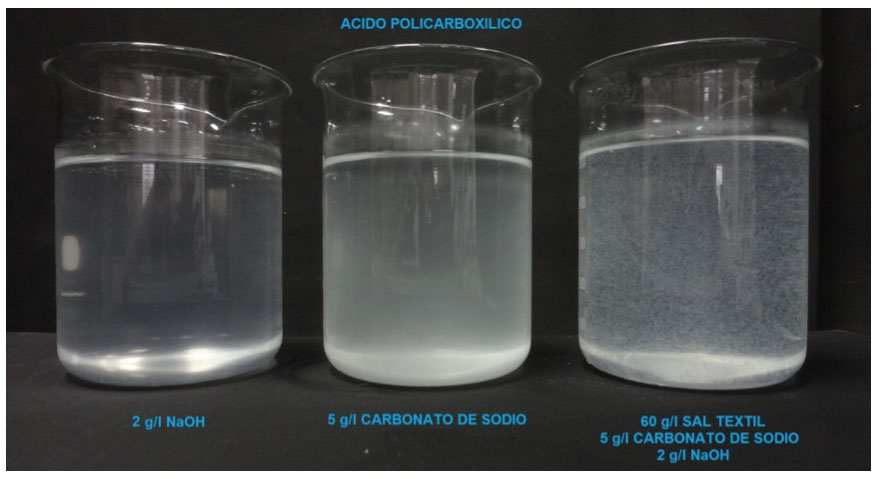
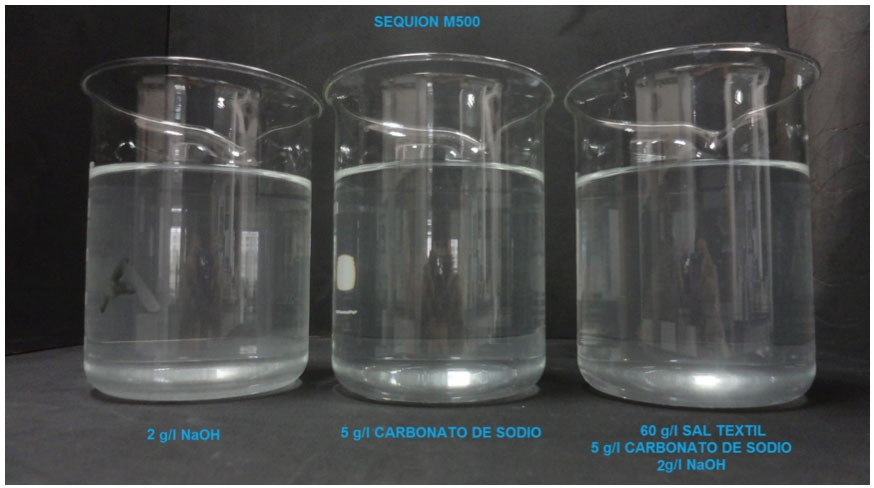
En esta foto se puede observar como este secuestrante, uno de los productos más renombrados del mercado, soporta la alcalinidad cáustica, al contrario del carbonato y menos aún la que tiene presencia de sal.
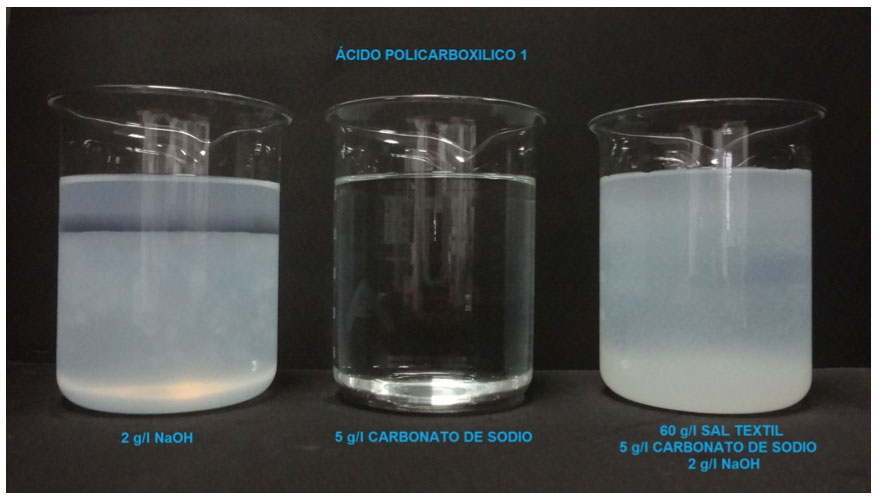
Este otro producto se comporta en forma algo diferente, pues soporta el carbonato pero no la soda ni la presencia de sal.
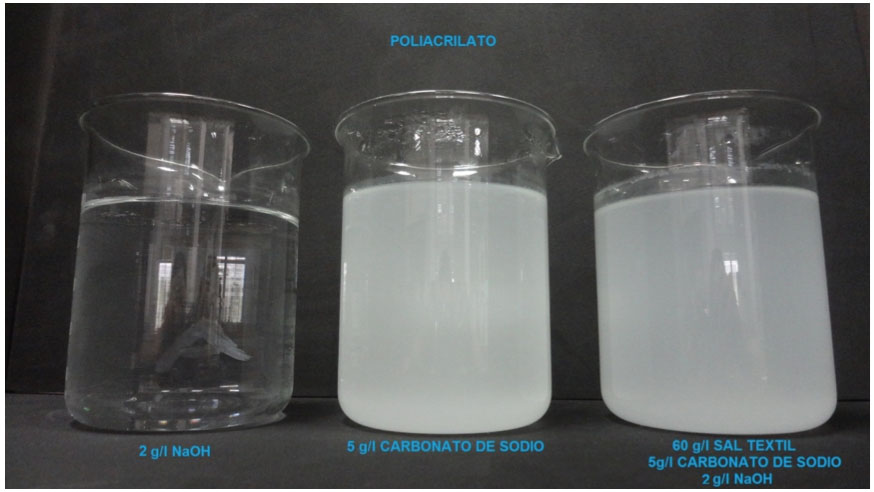
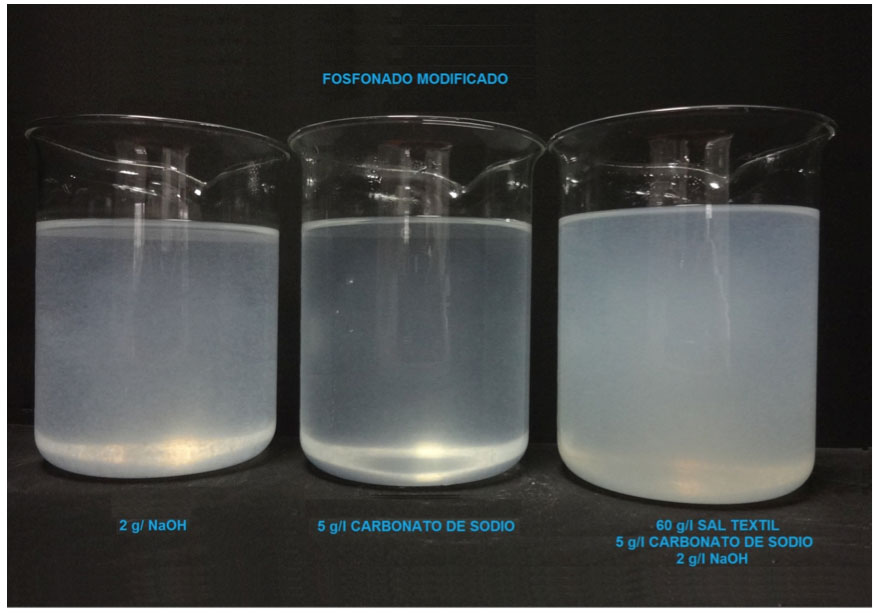
En el caso de los secuestrantes con base de poliacrilatos, podemos encontrarnos con productos que no soportan la dureza y que producen fuertes precipitaciones en el baño de teñido. En esta foto se evidencia la inestabilidad del producto en presencia de carbonato y carbonato/soda/sal.
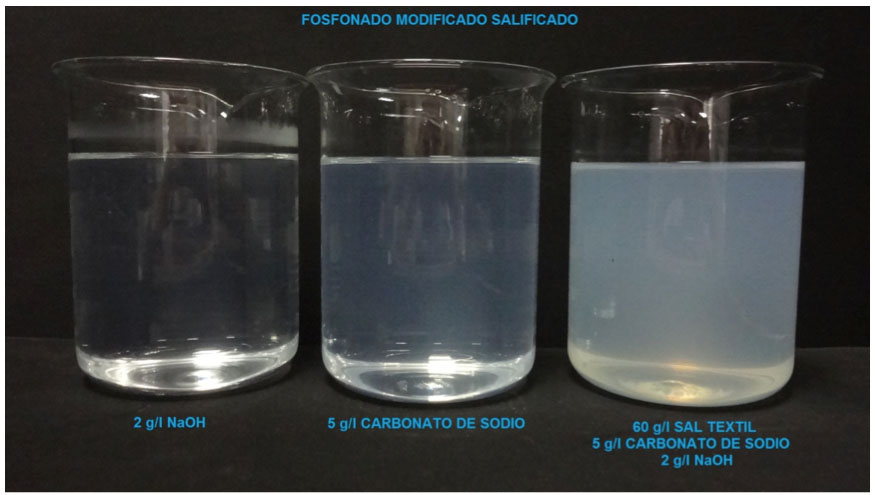
Este otro, con base fosfónica, tampoco está a la altura de un proceso de teñido, aún siendo presentado y vendido como el mejor secuestrante para teñido de reactivos.
El siguiente parecería algo mejor en un ambiente alcalino pero en presencia de sal, necesaria para todo teñido reactivo. Tampoco se podría utilizar.
Proponemos utilizar nuestros Sequiones, que se comportan en el baño de teñido como secuestrantes, solubilizantes, dispersantes y coloides protectores.
Se ha cuestionado en algunos casos la calidad y la eficiencia de nuestros Sequiones, pues los resultados de la prueba de dureza con el kit indican siempre presencia de dureza, aun añadiendo más secuestrante.
Está claro que nuestros productos son eficientes como lo demuestra la prueba práctica en las condiciones de trabajo, pero ¿por qué entonces el kit dice lo contrario? La explicación que cualquier químico conoce se basa en que el kit trabaja con EDTA (etilendiamina tetra acético) que tiene un factor K = 10.59, mientras que cualquier otro secuestrante tiene un factor K inferior. Aclaramos que el factor K no representa el poder secuestrante (cantidad de secuestrante/cantidad de Ca secuestrado) sino la constante de estabilidad o, dicho en palabras más simples, la fuerza de atracción del producto. Es por esto que aunque el Sequion haya secuestrado la dureza, cuando se añade el kit, la constante de estabilidad es mayor en el caso de los complejos EDTA/dureza que no Sequion/dureza. En pocas palabras, el EDTA quita al Sequion el Ca, Mg secuestrados aparentando una presencia de dureza en el baño, la cual sabemos que existe, pero ya secuestrada por el Sequion. Hacemos hincapié en este detalle porque la mayoría de los vendedores de auxiliares, ante los resultados que arroja el kit, sea por ignorancia o por viveza, no explican lo que ocurre y pretenden reemplazar el Sequion con sus productos no estables a las condiciones de trabajo, con las consecuencia que todos conocen cuando hay dureza no secuestrada en el baño de teñido.

Por otra parte, un factor K alto es sinónimo de desmetalización, por lo tanto, si se utilizara en un teñido los colorantes que contienen metal, cambiarían de tono o perderían en solideces. La foto demuestra cómo se produce el cambio de tono con secuestrantes con factor K alto como EDTA u otros fosfónicos comerciales.

Tenemos que aclarar que, aunque la competencia se esmere en afirmar lo contrario, los Sequiones M250 o M500 no desmetalizan los colorantes aun utilizando 2 – 3g/L de Sequion, contrariamente a otros productos, como se ve en la foto.
Hemos escrito del factor K que es la constante de estabilidad del secuestrante. Este factor, repetimos, es importante para conocer su poder de desmetalización, pero un secuestrante se mide también por su poder secuestrante, que explica la cantidad de metal secuestrado por unidad de producto.
La tabla siguiente nos demuestra cómo el poder secuestrante (mgr. de CaCO3/gr. secuestrante) puede variar por cada producto en función del pH.
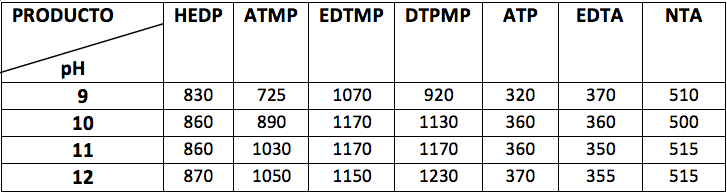
HEDP: hidroxietiliden fosfónico
ATMP: amino trimetilen fosfónico
EDTMP: etilendiamino tetrametilen fosfónico
DTPMP: dietilentriaminopentametilen fosfónico
ATP: tripolifosfato
EDTA: etilendiaminotetra acético
NTA: nitrilotriacetico
Hemos hablado de las bondades de los Sequiones M250 y M500 en los baños de teñido. No obstante eso, por lo que hemos dicho sobre las condiciones de trabajo, no utilizaríamos estos productos para un baño con alta concentración de soda cáustica, como, por ejemplo, un baño de mercerización. La foto demuestra cómo un secuestrante no apropiado no trabaja en soda cáustica 24°Bé, mientras que nuestro Sequion 300 mantiene su poder secuestrante aún después de muchas horas de trabajo.

















{kind=link}