

Autor: Por Martín Terán R. / Química Nava SAC
«Pequeñas diferencias de una sola variable tienen efectos profundos en la historia de un sistema”. Edward Norton Lorenz
El autor de la cita explica la “teoría del caos”, principio que rige todo cuanto ocurre en el universo. Nada ocurre al azar, paradójicamente, dentro de ese caos.
Llevemos eso a nuestro campo: quienes trabajamos en tintorería sabemos que nuestro proceso presenta múltiples variables a controlar, por lo tanto, descuidar solo una puede determinar el resultado final.
Variables a considerar
- Tipo y calidad de fibras
- Maquinaria (funcionabilidad y controles)
- Agua (dureza, bicarbonato)
- Colorantes y productos químicos
- Tiempo(poco para el análisis y la investigación)
- Personal (capacitación, alta rotación)
Muchos de los problemas se evitan con prevención. La prevención va de la mano con los controles y todo lo que podamos controlar lo podemos repetir.
Se necesita toma de datos, análisis e interpretación para poder definir nuestra ruta de proceso más adecuada y con mejor repetitividad. Aquí es donde el factor humano o personal tiene principal importancia. Se debe contar con personal capacitado, operativo y que a su vez pueda formar nuevos cuadros que supervisen cada etapa del proceso.
Veremos a través de algunos ejemplos las diversas situaciones reales de planta, así como consecuencias evitables.
|
Termofijado (seco/húmedo) |
Mercerizado |
|
Lavado/desengomado |
Descrude/blanqueo |
|
Teñido/jabonado |
Acabado/estampado |
Operaciones afectadas
Termofijado
- Otorga estabilidad al tejido en presencia de elastano o poliéster.
- La temperatura y el tiempo deben adecuarse al tipo de fibra.
- Si se hace sobre húmedo, seleccionar un detergente humectante adecuado.
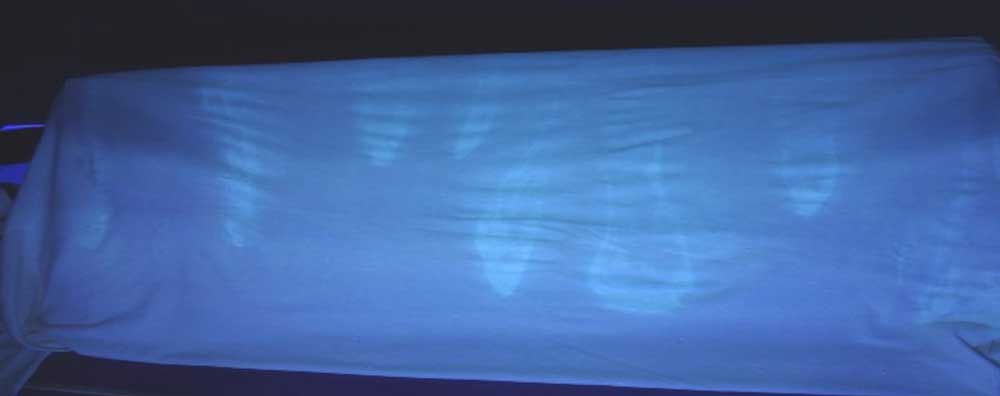
Imagen 1: La imagen corresponde a un tejido crudo termofijado, visto en una lámpara UV de alta potencia.
Al termofijar sin la debida eliminación de aceites de tejeduría, puede ocurrir el arrastre de los mismos en la superficie del tejido a la cámara de termofijado.
Por efecto térmico, estos aceites se retienen en la fibra y generan a la vez daño sobre el elastano.
Imagen 2: En esta imagen ampliada de un microscopio observamos la rotura del elastano (entre círculos rojos).
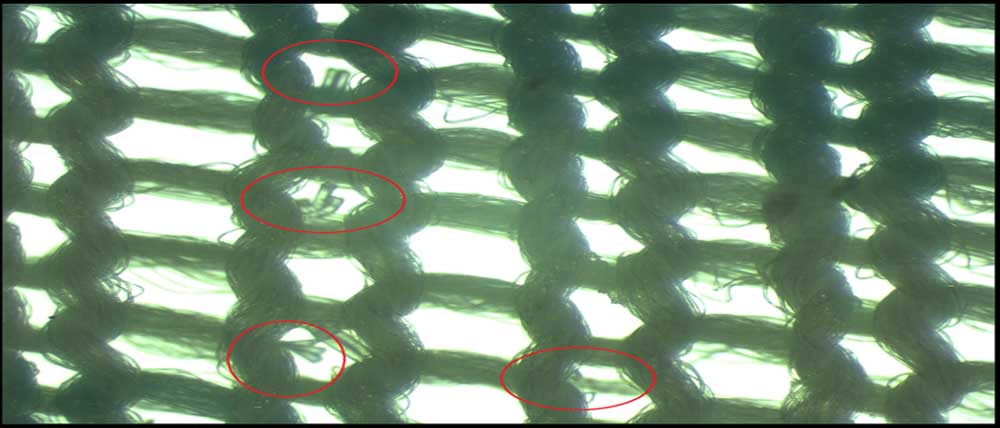
* Recordar hacer rebose en el foulard para evitar el arrastre de impurezas que afecten el resultado.
Previo: Descrude/blanqueo
Es importante cuidar el primer ingreso del material crudo a la máquina. Es indispensable calentar el baño a 60 oC, y agregar el detergente y el antiquiebre en dosificación apropiada al artículo a tratar. Después de homogeneizar, recién ingresa el tejido.
Para evitar quebraduras se requiere un buen antiquiebre, de preferencia poliglicólico, el cual, contrariamente a los poliacrilamídicos, hacen que la tela cambie su posición cuando pasa por las toberas, además de lubricar las fibras.
Las quebraduras pueden producirse también por haber usado un tamaño de tobera no apropiado al gramaje de la tela, a la regulación de la bomba, a la velocidad del torniquete (que debería ser aproximadamente 5-10 % más que la velocidad de pase en la tobera o flow).
Nota: No olvidar mantener un factor de cobertura apropiado en los tejidos
Fibras de algodón con adherencia no removible de antiquiebre poliacrilamídico. En tejido se aprecia como mancha blanca, usualmente confundida como raspadura. En estos casos, ni el tratamiento enzimático o antipilling logra eliminar el defecto. Por el contrario, puede causar más daño que ayuda.

Imagen 3: Microscopio electrónico.
Imagen 4: La imagen muestra el daño en fibra por antipilling no controlado.
Tintura y acabado
Un defecto recurrente en los análisis que se hacen en Certintex es la mala solidez al frote, especialmente en húmedo. Los factores que lo originan son:
- Colorante en receta con porcentaje más alto de su punto de saturación.
- Insuficiente cantidad de agua utilizada para disolver el colorante.
- Mala solubilidad del colorante.
Imagen 5: El error en la medición de la densidad del baño obliga a recircular en la segunda dosificación de la sal.
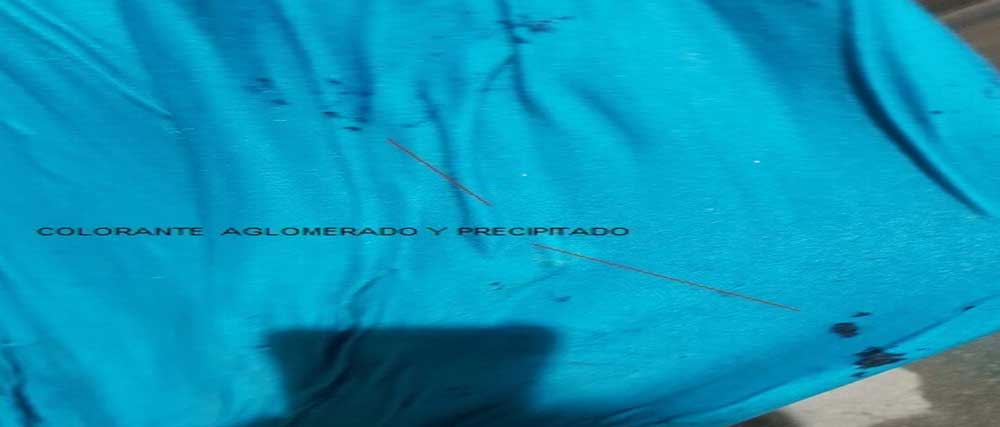
Al tener en la receta colorante turquesa, este se aglomera al disminuir drásticamente su solubilidad. Se origina una precipitación de colorante sobre el tejido.
Sugerencia: baño salino siempre con agua fresca.
Finalmente veamos la siguiente fórmula, la cual nos permite calcular el baño de refuerzo de acabado para asegurar arrastre y distribución homogénea de los productos:
F = (A – H) + (E/100) * H (A – H)
Donde: A = Pick up de salida
H = Pick up de entrada
E = 60 (Factor de intercambio)
Nota: Mínimas variaciones entre los valores de pick up harán que el factor aumente y con él el consumo de productos.
Después de lo descrito nos queda ser previsores y estrictos en los controles de cada etapa del proceso; no buscando la perfección, pero sí la mejora progresiva día a día.
")














{kind=link}