

Escribe: Ing. Roberto Enrique López Guerra / Ing. Román Pacheco Carpio
El propósito de una máquina rectilínea de tejido de punto es formar mallas a partir del hilado mediante sistemas de agujas que toman el hilo y lo transforman en bucles o mallas; y por cada pasada se va formando una línea de mallas o de bucles.
El principal problema del tejido de punto es que estos hilos al pasar por las agujas o se rompen o se estiran o se acumulan fibras; de tal forma que se generan defectos de tejido en los paneles, además de que entorpecen los sistemas de las máquinas rectilíneas.
Al suceder esto, se ocasiona defectos en el tejido y muchas veces se alteran o dañan paneles que no se pueden arreglar, además de que se deterioran los sistemas de las máquinas de tejido. Por ejemplo; se rompen agujas, la fontura, se dañan los sensores, entre otros.
Para solucionar esto, el hilado que se utiliza en las máquinas rectilíneas se lubrica mediante la aplicación de la parafina.
La investigación logró la automatización de un equipo básico de enconado. En el presente artículo describimos las pruebas realizadas para la identificación mediante el análisis de tres parafinas sólidas y una parafina liquida, y la evaluación con el proceso de tejido donde se determinó qué tipo de parafina es la más adecuada para el hilado de fibra de alpaca que permite, además, incrementar la velocidad del tejido sin tener mayores re procesos o problemas de ruptura de hilos.
De esta forma se determinó que la parafina rosada es la más ideal para trabajar con hilado de fibra de alpaca. Además se determinó, mediante diversas pruebas realizadas y aplicando un modelo estadístico, cuáles los parámetros de enconado adecuados, de acuerdo a las variables que se han considerado. Se evaluaron los resultados en la velocidad máxima de tejido de una máquina rectilínea de tejido punto para obtener prendas en hilado de fibra de alpaca.
- INTRODUCCIÓN
Para producir una prenda de hilado de fibra de alpaca, se utiliza máquinas rectilíneas que cuentan con sistemas de tejido, sistemas de calibración y sistemas de estiraje. En todos estos sistemas el hilo pasa por sensores, argollas, camas de agujas y finalmente a estiradores.
Los tiempos estándar de una prenda en galga fina varían entre 30 y 50 minutos, en una galga gruesa varían entre 25 y 40 minutos, dependiendo de la definición del punto, que pueden ser: jersey, jacquard, trenzados y links. Es en este rango que una prenda es rentable para una empresa textil dedicada a la producción de prendas tejidas en fibra de alpaca. Al invertir mayor tiempo, el proceso de tejido reduce la rentabilidad, reduciendo también los ingresos a la empresa.
Cuando un hilado de fibra de alpaca tiene problemas de resistencia, elongación y coeficiente de fricción; éste empieza a ocasionar defectos durante el proceso de tejido, lo que origina que el hilado se rompa o se acumulen fibras, provocando que para el desarrollo del tejido se reduzca la velocidad en cada pasada y/o se requiera de calibración o set-up permanente de la máquina para conseguir un proceso más eficiente.
Para esto, el hilado que se utiliza en las máquinas rectilíneas se lubrica mediante la aplicación de la parafina y, pese a que el hilado ya viene previamente parafinado como un proceso de acabado cuando se obtiene el hilo de las empresas hilanderas, este hilado se vuelve a parafinar en las empresas de tejido con el fin de facilitar el proceso de tejido de punto. Muchas de las micro y pequeñas empresas arequipeñas realizan este procedimiento de parafinado, pero de una manera muy empírica, utilizando parafina inadecuada para este tipo de fibra y sin ningún control de calidad.
Es importante además mencionar que las empresas de tejido de punto dependen de la optimización del proceso de tejido para su rentabilidad. Además, los procesos textiles son altamente sensibles a los tiempos de producción por cada proceso de obtención de una prenda tejida.
Las empresas Arequipeñas del rubro textil dedicadas a la elaboración de prendas en fibra de alpaca tienen una eficiencia de entre un 35% a 60% en el proceso de tejido de punto.Esto se ocasiona porque se teje a bajas velocidades, sino el hilado se rompe.
- MATERIAL Y MÉTODOS
Propuesta de solución
Abarca dos partes:
- Proceso de Parafinado-Enconado-Recuperado de hilado de fibra de alpaca.
Con el fin de evitar defectos en el tejido o producto fallado, el hilado se parafina. Para esto se utiliza unas máquinas enconadoras, cuya función es trasferir el hilado de un cono a otro cono, donde se incluye el parafinado.
Las parafinas que se utilizan se obtienen actualmente a partir de los aceites del petróleo. Una pastilla de parafina pura está compuesta por una mezcla de hidrocarburos saturados de cadena abierta (alcanos), de pesos moleculares elevados, caracterizados por su poca afinidad a los agentes químicos, insolubles en agua y solubles en disolventes orgánicos.
Estas parafinas tienen como características principales la dureza y punto de fusión.
Como afirma Fidel Eduardo Lockuán Lavado (2013) los puntos de fusión de las parafinas sólidas varían, normalmente, entre 55 y 75°C […]. La dureza se mide mediante la penetración de una aguja en décimas de milímetro, bajo una carga determinada. A la temperatura de 25°C las durezas varían de 10 a 30. Un aumento en el contenido de aceite aumenta la penetración (disminuye la dureza).
Las parafinas se producen en diferentes colores y cada color representa un nivel de dureza y un punto de fusión diferente. Es por ello que se utiliza o se recomienda una calidad de parafina para cada composición de hilado (alpaca, lana, algodón) y para diferentes condiciones ambientales. Las condiciones ambientales también influyen en el comportamiento del hilado, aun estando parafinado. Las condiciones ambientales tales como el porcentaje de humedad relativa y temperatura, afectan el comportamiento del hilado parafinado, dado que a mayor humedad relativa se obtiene un hilado con una mayor elongación, debido a que el hilado de fibra de alpaca tiene una capacidad higroscópica, por lo tanto, absorbe la humedad del ambiente, siendo capaz de absorber agua hasta un 50% de su peso, aumentando su elongación. El hilado de fibra de alpaca trabaja adecuadamente a una humedad relativa de 65% y una temperatura de 20°C.
Otra característica importante del hilado de Alpaca es el coeficiente de fricción. El coeficiente de fricción se define como la fuerza de rozamiento o resistencia al roce que experimenta el hilado al ser transformado en tejido.
En muchos de los procesos textiles, el hilo pasa a diferentes velocidades y por diferentes superficies, sea en forma de rodillos o de guía de hilos. Estas superficies, a su vez, pueden ser de acero inoxidable, cromo, cerámica o plástico.
En conclusión, desde el punto de vista técnico, la fricción desarrollada por fibras e hilos determina el comportamiento de:
-la resistencia de los hilos,
-el acabado de hilos y tejidos, y
-la resistencia de tensión del hilo en el manejo de máquinas, como engomadoras, retorcedoras, bobinadoras, telares, tricotosas, etc.
Las condiciones ambientales, además, afectan el punto de fusión y la dureza de la parafina, dependiendo si es mayor o menor la temperatura.
Dependiendo del color de la parafina y de las condiciones ambientales, el hilado puede experimentar una mayor o menor capacidad de arrastre de la parafina, ocasionando que incluso se formen grumos en el proceso de enconado, lo que en el tejido va a originar efectos como veteados.
Es importante mencionar que la cantidad de parafina que se arrastra durante el proceso de enconado va afectar también los procesos siguientes de producción, como por ejemplo el proceso de lavado.
Si nosotros realizamos la operación de parafinado con una cantidad excesiva de parafina durante el proceso de enconado en el hilado, los insumos en el lavado como el detergente y el suavizante no van a penetrar adecuadamente en las mallas tejidas o va a penetrar de una forma no irregular; lo que va a generar probablemente barrados y manchas en las prendas.
En consecuencia, es importante identificar y seleccionar la parafina adecuada para el hilado de fibra de alpaca.
- Máquinas de enconado-devanado de hilado de fibra de alpaca.
En el mercado local se ha encontrado una gran cantidad de máquinas enconadoras, donde se controla en forma mecánica la variación de la velocidad. Esta tecnología presenta dos o tres niveles de velocidad con cambios mecánicos. Se controla el arranque y la parada de la máquina, y además hay un sensor de “fin de hilado”. Esas son las características básicas con las que cuentan las máquinas del medio. La mayor cantidad de máquinas en las micro y pequeñas empresas del sector textil alpaquero subsector confecciones, son máquinas empíricas y que abundan en casi la mayoría de mypes arequipeñas y del sur del Perú.
Por otro lado, tenemos máquinas automatizadas, donde se puede controlar el número de vueltas. Se puede controlar las velocidades recomendadas en un rango de 50-85 m/s. Además, son máquinas que muestran en un display, datos de velocidad, tiempos de proceso, entre otros.
En el presente proyecto, se ha realizado la automatización de un equipo básico de enconado.
A continuación, se muestra los sistemas mejorados en la máquina enconadora:
- Control de velocidad con variador de frecuencia: Las velocidades del motor de los módulos son controladas por un variador de frecuencia, el cual regula la velocidad de la misma desde 0 RPM hasta 3600 RPM. En este rango se puede variar la velocidad a la necesidad del operario.
- Sistema automático de encendido: El módulo cuenta con un panel de control, donde está acondicionado un botón de encendido con contactor. Adicionalmente el encendido de cada módulo se realiza independientemente del tablero de control.
- Lectura y visualización de velocidad. El equipo incluye también un sensor de fin de hilo, se ha incorporado además un display de variación de velocidad.
La automatización de este equipo de enconado podría llevarse más allá en próximas investigaciones, donde se podría poner un sistema programable mediante un PLC que permita desarrollar programas por composición de material, por título, y de acuerdo también a las condiciones ambientales que se tienen en el momento. De tal manera que se pueda realizar un proceso de enconado más eficiente.
Se ha logrado automatizar dos módulos del equipo de enconado, que nos permite contrastar cómo es el proceso de Enconado-Parafinado en un equipo con control de velocidad mecánico y un equipo con control de velocidad electrónico.
Metodología
Las variables que se han considerado para realizar las pruebas, son:
En el enconado:
- Tipo de parafina; entre tres parafinas sólidas.
- Velocidad del enconado; en un rango de 0-3600 RPM.
Otras variables que se podrían considerar para futuras investigaciones son:
- La dureza del cono
- La velocidad de giro del sistema que contiene la Parafina.
En el hilado, se han considerado las siguientes variables:
- Resistencia
- Elongación
- Coeficiente de fricción
- Composición de material (100% baby alpaca, 100% alpaca super fine)
En el proceso de tejido, se está considerando:
- La velocidad (m/s) en una máquina de tejido rectilínea.
Se han desarrollado pruebas de enconado con los diferentes tipos de parafina y a diferentes velocidades en cargas constantes, se está contrastando este hilado en pruebas de tejido de punto en las máquinas rectilíneas para poder analizar la velocidad máxima de tejido, sin que ello provoque la rotura de hilo o acumulación de fibras en el hilado.
El tamaño de muestra se determinó mediante la siguiente formula:
Donde:
n= Tamaño de muestra
N= 22 (en el cual se consideró las variables del hilado y parafinado)
Z= 1.96 (para un nivel de confianza de 95%)
p= 50%
e= 5%
Dando como resultado que el tamaño de la muestra es n=21.
Se ha enviado a analizar al laboratorio las siguientes características del hilado: resistencia, elongación y coeficiente de fricción, para luego cotejarlo con los valores nominales que debe tener el material.
Además, se han levantado datos de productividad y se está calculando la eficiencia y el nivel de re procesos que se puede tener con los diferentes tipos de parafina que se están probando para cada calidad de material: baby alpaca y alpaca super fine. Del resultado de estas pruebas se concluirá, mediante un modelo estadístico probabilístico, cuál es la parafina y proceso de parafinado es más adecuado para el hilado de fibra de alpaca. Las pruebas se han desarrollado en dos calidades: 100% baby alpaca en títulos 2/28 y 100% alpaca super fine en títulos 2/16.
RESULTADOS
De las pruebas de enconado y Parafinado se ha podido determinar que las características ideales para incrementar la productividad en un proceso de tejido punto en una máquina rectilínea, con hilado de fibra de alpaca, es:
| Calidad de hilado | Coeficiente de fricción (µ) | Resisten-cia (gr.F) | Elongación (%) |
| Baby Alpaca
(2/28) |
0.15-0.17 | 192.9-357.1 | 8.0-22.0 |
| Alpaca Superfine
(2/16) |
0.15-0.17 | 337.5-625.0 | 8.0-22.0 |
Estas características de hilado se lograron obtener a partir de un hilado que está ingresando con:
| Calidad de hilado | Coeficiente de fricción (µ) | Resistencia (gr.F) | Elongación (%) |
| Baby Alpaca | 0.22 | 210.5 | 16.50 |
| Alpaca Superfine | 0.25 | 275 | 16.10 |
Esto se puede obtener trabajando con una parafina rosada, que tiene las siguientes características:
| Punto de Fusión ASTM D-87 (°C) | Dureza (0.1 mm) ASTM D-1321 | Densidad |
| 57-59 °C | 20-22 | 0,87 g/cm3 (20C° 0.76– 0.79.) |
Fuente: TEMATEC-PERÚ
Con estas características de Hilado-Parafinado se han concluido que se puede tejer a velocidades máximas de 75-80 m/s en una máquina rectilínea, generando una productividad y eficiencia en el proceso de tejido punto del 70% y un nivel de reproceso del 2.1%.
Las pruebas de calidad del laboratorio respecto a los hilados nos arrojan resultados muy positivos, que se encuentran dentro de los parámetros de calidad.
A continuación, se presentan los resultados obtenidos en el laboratorio respecto a las variables consideradas: calidad de hilado, coeficiente de fricción, resistencia y elongación.
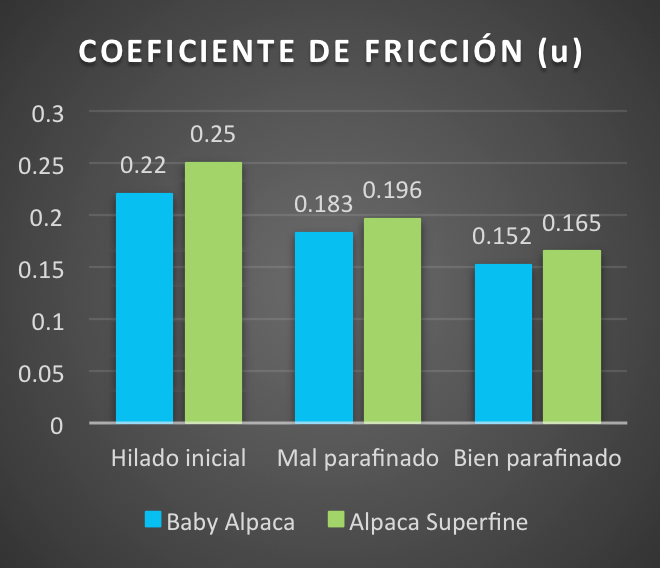
Coeficiente de fricción
Método interno. Acondicionamiento a 21 °C y 63.6 % H.R.
Respecto al coeficiente de fricción, podemos concluir que, con un buen parafinado, los valores disminuyen notablemente, lo que nos ayuda a aumentar la eficiencia en el tejido de prendas, minimizar el rompimiento del hilado, así como el número de defectos en los tejidos y disminuir desperdicios.
| Coeficiente de fricción (u) | |||
| Calidad de hilado | Hilado inicial | Mal parafinado | Bien parafinado |
| Baby Alpaca | 0.22 | 0.183 | 0.152 |
| Alpaca Superfine | 0.25 | 0.196 | 0.165 |
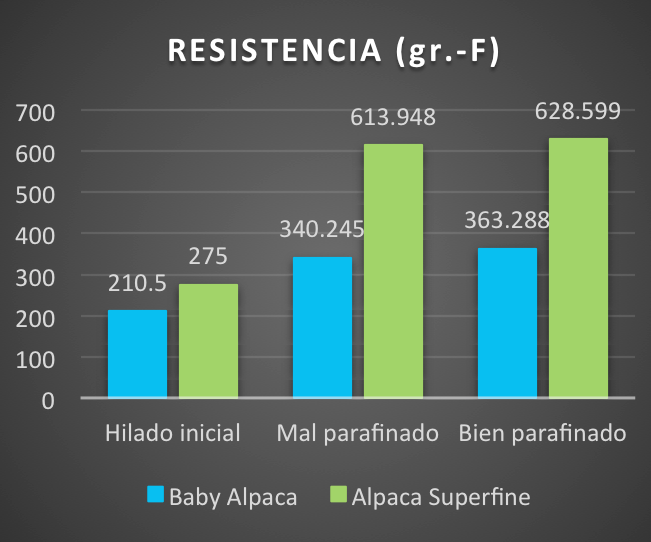
Resistencia:
Método ASTM D2256/d2256m-10 (2015)
Los valores con los que cuenta un hilado bien parafinado, respecto a un hilado parafinado convencionalmente o mal parafinado y un hilado sin parafinar o con parafinado deficiente; son mejores y están dentro de los parámetros de calidad, lo que permitirá además un mejor rendimiento del hilado en el proceso de tejido.
Como se puede observar, el hilado de la calidad baby alpaca (BL), presenta una menor resistencia con respecto al hilado de la calidad alpaca superfine (FS). Esto debido a que el hilado BL contiene fibras más finas y por consiguiente son más propensas a romperse.
| Resistencia (gr.-F) | |||
| Calidad de hilado | Hilado inicial | Mal parafinado | Bien parafinado |
| Baby Alpaca | 210.5 | 340.245 | 363.288 |
| Alpaca Superfine | 275 | 628.599 | 613.948 |
Elongación:
Método ASTM D2256/d2256m-10 (2015)
Los valores que debe tomar esta variable en los hilados de fibra de alpaca, para estar dentro de los parámetros de calidad, es entre 8-22%. Los resultados del laboratorio para los hilados con un buen parafinado arrojan valores que están dentro de este rango, al igual que los hilados con parafinado deficiente y loa hilados mal parafinados. Pero la diferencia es que los hilados con buen parafinado muestran valores altos dentro de este rango. Lo que nos ofrece mayor resistencia a la ruptura respecto a la longitud de hilado. Mientras que un hilado (BL) mal parafinado nos ofrece un 19.438% de elongación respecto a su longitud final antes de que el hilo se rompa, otro hilado de la misma calidad (BL) con un buen parafinado nos ofrece una elongación a la ruptura de 20.667% respecto a su longitud final.
La elongación que presentan los hilados con un buen parafinado, además han tenido un papel importante para obtener la elasticidad de costura, que es el principal indicador de una prenda terminada y de calidad.
| Elongación (%) | |||
| Calidad de hilado | Hilado inicial | Mal parafinado | Bien parafinado |
| Baby Alpaca | 16.5 | 19.438 | 20.667 |
| Alpaca Superfine | 16.1 | 16.719 | 17.144 |
Respecto a las prendas tejidas, las pruebas de calidad del laboratorio indican que los resultados son unos paneles con una resistencia de 510 gr.-F en promedio y una elongación de 19%, lo cual, según estándares en una prenda tejida con hilado de fibra de alpaca, son más que aceptables.
Cuando se ha probado con la parafina líquida, se obtiene resultados de un sobre parafinado, donde si bien es cierto el coeficiente de fricción aumenta, se tiene deficiencia en la calidad de prendas tejidas. Esto ya fue observado por el proveedor, pero fue validado durante las pruebas.
Lo que en promedio ha generado una eficiencia de 70% en tejido punto en máquinas rectilíneas y un nivel de re procesos de 22%. Por lo que se determina que la mejor parafina es la parafina rosada.
Es importante mencionar que esta investigación abre las puertas a futuras investigaciones y/o estudios que se pueden realizar sobre el proceso de recuperado de hilado a partir de un panel fallado y sobre los métodos de aplicación adecuada de parafina para el hilado de fibra de alpaca.
REFERENCIAS BIBLIOGRÁFICAS
Bibliografía
- Zárate Zavaleta, A. (2012). Guía Técnica “Asistencia técnica dirigida en caracterización y clasificación de fibra de Alpaca”. Recuperado el día 15 de mayo del 2016, de http://www.agrobanco.com.pe/data/uploads/ctecnica/040-a-vid.pdf
- Eduardo Lockuán, F. (2013). “La industria textil y su control de calidad” Recuperado el día 16 de mayo del 2016, de https://archive.org/details/III.LITYSCDC
- Molina, G. (2016, mayo). Spatial atructure of skin follicles in Suri and Huacaya Alpacas. Small Ruminant Research, volumen (140). Recuperado el día 26 de junio de 2016 de http://www.smallruminantresearch.com/article/S0921-4488(16)30123-7/references
- Nayak, R.K., Padhye, R., Fergusson, S. (2014, marzo). 11-Identification of natural textile fibres. Woodhead Publishing Series in Textiles, volumen (1). Recuperado el día 24 de junio de 2016 de http://www.sciencedirect.com/science/article/pii/B9781845696979500114
- Tridico, S.R. (2014, marzo). 3-Natural animal textile fibres: structure, characteristics and identification. Woodhead Publishing Series in Textiles, volumen (27). Recuperado el día 24 de junio de 2016 de http://www.sciencedirect.com/science/article/pii/B9781845692667500039
Fuentes electrónicas
- Diccionario de la Real Academia Española [en línea]. Consultas varias.
- Tematec S.A. Consultas varias.
")















{kind=link}