
")
Escribe: Dario A. Paredes Vásquez
darioparvas4@hotmail.com
Es importante empezar este artículo diferenciando un paro por urdimbre, de una rotura de urdimbre. Nos referiremos a un paro de urdimbre cuando hablamos de información estadística proporcionadas por los sistemas integrados de monitoreo en los diferentes tipos de telares donde no se puede precisar si en efecto el paro corresponde a una rotura de urdimbre o simplemente a un paro producido por un hilo de urdimbre flojo, un defecto de los detectores de urdimbre o un paro falso; una rotura de urdimbre, es cuando tenemos las evidencias propias de un seguimiento y control de roturas durante el proceso de tejido y podemos afirmar que evidentemente hay un problema de roturas e incluso poder identificar el tipo, lugar y otras características de la rotura de urdimbre producida.
En este artículo trataremos de enfocarnos específicamente en las roturas de urdimbre, haciendo una revisión de los procesos y variables de control que deberíamos revisar para una reducción o mejora de las roturas de urdimbre en un telar, principalmente en tejidos con urdimbre de fibras cortadas de algodón y mezclas.
PROCESO DE URDIDo
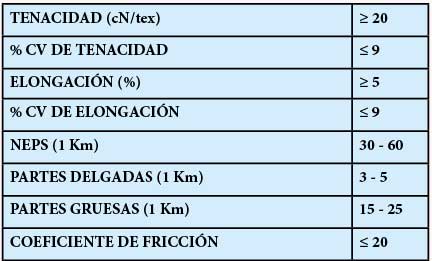
De acuerdo al artículo o diseño de tejido es importante determinar el tipo de urdidora donde prepararemos la urdimbre; si es en una urdidora directa o una urdidora seccional de acuerdo a las ventajas propias de cada sistema de urdido. Así mismo, es necesario determinar los valores requeridos para los artículos trabajados y realizar un control previo de las características de calidad del material, según su tipo de fibra, título de hilo, proceso de hilatura, entre otros. Por ejemplo algunos valores recomendados para trabajar en telares de velocidades mayores a 400 rpm y con artículos/diseños de alta exigencia, para alcanzar eficiencias óptimas:
VALORES USTER 4
Valores aproximados recomendados para un título
Ne 40/1 – 50/1 – 60/1 .
Pima peinado
Algunos factores que influyen en la resistencia y el alargamiento de los hilos son:
* Intensidad de torsión.
* Fibras por sección (título del hilo).
* Finura de las fibras.
* Longitud de las fibras.
* Clase y estructura superficial de las fibras.
* Sistema de hilatura, por ejemplo, anillos, compacto, open end.
Urdidora Seccional
La ventaja particular que influye directamente en las roturas de urdimbre que tiene la urdidora seccional, es que puede separar los hilos de urdimbre pares e impares, de esta manera la alineación de hilos es mejor controlada.
Algunos parámetros para controlar en el proceso de urdido seccional:
* Revisar la formación del devanado de hilo en el cono relacionado con la dureza del enconado, muy flojo provocaría deslizamientos de hilo, muy duro significa un hilo muy estirado y podría provocar roturas al montaje en la fileta.
* Es importante mantener una tensión uniforme y constante en todos los hilos durante todo el proceso de urdido.
* Controlar las roturas de hilos y el paro al instante de la maquina urdidora para evitar la formación de anillos e hilos perdidos.
* Controlar la formación de cada faja, el inicio y final; evitar la superposición o montaje de fajas, hacer una distribución homogénea de los hilos en los dientes de peine.
* Regular la velocidad de urdido y la velocidad de plegado, de acuerdo al título o material urdido, para evitar el estiramiento no deseado del hilo y las roturas durante el proceso de urdido.
* Asegurar el correcto enhebrado de los hilos luego de posibles roturas en proceso de urdido y el correcto insertado de las pitas para separar las capas de hilos en proceso de engomado. Así mismo, el correcto insertado de pitas que separan el entrecruzamiento de los hilos y los mantiene alineados y separados.
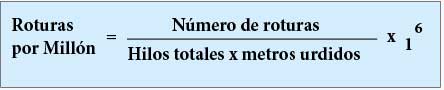
Control de roturas por millón de metros urdidos
Un indicador de control en el proceso de urdido que nos permite identificar y prevenir las roturas de urdimbre, es la medida de las roturas por millón de metros urdidos, este valor nos ayudara a controlar la calidad del material y del proceso de urdido que se reflejaría posteriormente en el proceso de tejido. Un valor aceptable de roturas por millón de metros en el proceso de urdido es ≤ 1.
Ejemplo:
Si en el proceso de urdido de un artículo con 8,336 hilos y 1,500 metros por urdir, hubo 18 roturas de hilo, ¿cuál sería su valor de roturas por millón de metros?
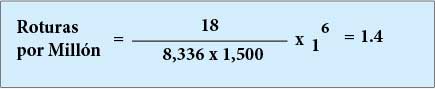
Este proceso presentó 1.4 roturas por millón de metros urdido.
Cuando se trabajan urdimbres de diferente color, material o títulos, es importante hacer el cálculo por cada uno de ellos, así poder identificar si el problema es sólo en uno o más de los hilos trabajados.
Urdidora Directa
La ventaja principal que influye en las roturas de urdimbre, es trabajar con lotes grandes de hilo para longitudes largas de urdidos; esto ayuda a identificar y mejorar la trazabilidad de los lotes de hilos, direccionándolos según sus valores de calidad para artículos específicos de acuerdo a las características del tejido.
Los parámetros a controlar son similares a los revisados en la urdidora seccional, es decir, tensiones uniformes, velocidades de urdidos, distribución adecuada de hilos en el peine para un urdido uniforme. Se puede medir las roturas en el urdido con la misma fórmula utilizada.
PROCESO DE ENGOMADO
El objetivo es darle a la urdimbre propiedades que permitan el proceso eficiente de tejido. Dependiendo de las características de la fibra y del sistema de hilatura (open end, cardado, anillo, compacto, gaseado o hilos retorcidos), se puede también hacer paralelamente un encerado posterior a la salida del hilo engomado para ayudar a que la fibrillas expuestas se terminen de cubrir; además dependiendo del título del hilo y de la cobertura del tejido se puede solo hacer encerado, sin engomar.
Quisiéramos compartir la formula “mágica” que permita el engomado ideal, pero al depender de parámetros específicos a cada empresa, de la climatización de la sala, de la fibra utilizada, titulo de hilo, características del tejido, del material encolante, de la máquina engomadora y del mismo personal, es difícil dar un valor único que funcione para todos de la misma manera. Se deberá realizar, siempre que sea posible, pruebas de metrajes cortos y luego de evaluar los resultados de eficiencia y calidad determinar la mejor receta de goma para cada artículo, luego de una base de datos se podría usar por características similares entre otros artículos.
Algunos parámetros para controlar en el proceso de engomado
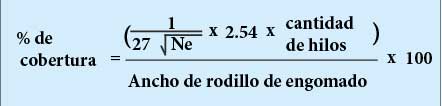
Cobertura de hilos. Es la distribución de los hilos de acuerdo al ancho de los rodillos de foulard de engomado, una cobertura superior a 65% debería abrirse a dos bateas de engomado para una mejor distribución del encolante en la superficie del hilo. Con esta fórmula podemos calcular la cobertura de los hilos de urdimbre a engomar.
Porcentaje de Sólidos. Según el título y material de hilo, es el contenido porcentual del peso total de los productos encolantes en la solución final, medido con refractómetro. Generalmente se define una carga de goma estándar en kilogramos y para alcanzar los porcentajes de sólidos requeridos se aumenta o reduce la cantidad de litros de agua iniciales
Viscosidad. Medido con copa de inmersión tipo zahn, considerando los siguientes parámetros: se mide el tiempo (en segundos) del momento de corte del fluido de la mezcla de goma preparada de acuerdo al tipo de copa zahn utilizada. Aquí se debe entender que lo que se requiere es que la goma se quede en la superficie del hilo, de ahí la importancia de conocer la viscosidad de la goma que se aplicará a determinado hilo, no es lo mismo, hilo de anillo y open end y/o título delgado y título grueso. La viscosidad depende en parte de la variación de la temperatura de la goma, es decir si la temperatura disminuye la viscosidad aumenta y viceversa.
Temperatura. Entre 85 a 90°C.
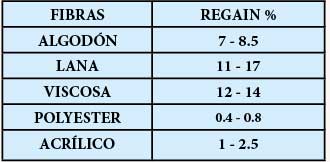
Humedad o regain. Se refiere al porcentaje de humedad natural que contiene la fibra durante y después del proceso de engomado, estos valores son controlados automáticamente durante el proceso, una variación en la humedad, dependiendo del tipo de máquina, significa un autoajuste en la velocidad de maquina o en la temperatura para evitar que el hilo este reseco o demasiado húmedo.
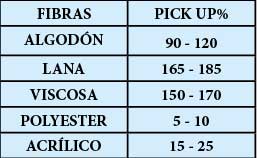
Algunos valores de humedad de fibras:
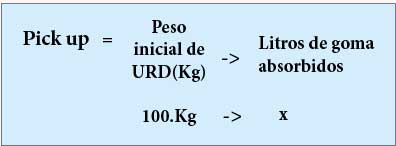
Pick Up. Es la capacidad que tiene una fibra textil para absorber un líquido en un proceso húmedo. Se define como el número de litros de baño encolante que se llevan 100 kg. de hilo. Esto quiere decir que si 100 kg. de hilo absorbió 100 Lts. de baño encolante el pick up será del 100%.
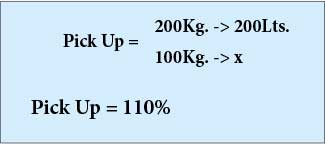
Ejemplo:
Si una urdimbre de 200 kg. durante el engomado absorbió un total de 220 lts. de goma. ¿Cuál será su pick up?
Para conocer el pick up de una urdimbre hay que tener el volumen inicial del baño encolante y el volumen final tomado luego del engomado, la diferencia será la goma absorbida por los hilos y por lo consiguiente su pick up.
Datos de pick up de algunas fibras:
Estiraje. El estiramiento de los hilos durante el engomado ocurre en diferentes etapas en que la urdimbre está sometida a tensión. Entre la batea de engomado y los cilindros secadores es la principal zona de estiramiento en la engomadora; los hilos de algodón y la mayoría de los hilos de fibras naturales cuando están húmedos se tornan más elásticos y estiran con más facilidad. Los estiramientos de los hilos de algodón deben estar situados en valores de 1.5% a 2% medido desde el rollo de urdimbre a la entrada de la batea hasta el cabezal de la máquina. Mientras menor es el estiraje en el proceso de engomado mejor será el performance del hilo de urdimbre engomado durante el proceso de tejido, ya que podrá soportar mejor los movimientos de la calada y la tensión de urdimbre ajustada.
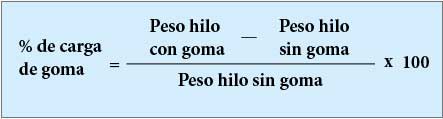
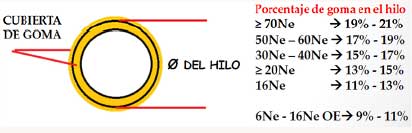
Carga de sólido en el hilo engomado o Add-on. Las muestras de hilo engomado que corresponden a una cantidad del lado izquierdo, centro y lado derecho; son aclimatadas y luego pesadas con goma, luego pasan por un proceso de desengomado y finalmente se secan hasta el punto de mantener la humedad natural de la fibra, que para el caso del algodón es de 7.5%. Luego estas muestras son nuevamente pesadas y el resultado da una diferencia de peso con relación al hilo engomado, esta diferencia viene a ser el % de carga de goma en el hilo.
Valores referenciales para hilados de algodón y mezclas en fibras cortas:
Tensión de urdimbre plegada. El plegado de la urdimbre engomada con la tensión y la presión adecuada es también muy importante, en una urdimbre correctamente engomada con un plegado inadecuado, será imposible obtener una buena eficiencia y calidad en el proceso de tejido. Es necesario de igual manera controlar la alineación de los orillos para evitar que los hilos se aflojen o se introduzcan dentro del plato del plegador, así mismo, regular el ancho de plegador de acuerdo al ancho del tejido para evitar desviación de hilos y rozaduras excesivas de la urdimbre con el plato del plegador.
PROCESO DE REMETIDO
Durante el proceso de remetido o preparado de la urdimbre de acuerdo a los requerimientos del artículo o diseño, es importante controlar las siguientes variables que influyen en la roturas de urdimbre
Uso de los accesorios adecuados. Con las características técnicas y propiedades de calidad requeridas por el artículo que se trabajará. Por ejemplo, las horquillas deben ser del peso, longitud y material de acuerdo al tipo de material de urdimbre y soporte de horquillas del telar, así mismo, se debe seleccionar que no estén dañadas con aristas que puedan cortar el hilo durante el proceso.
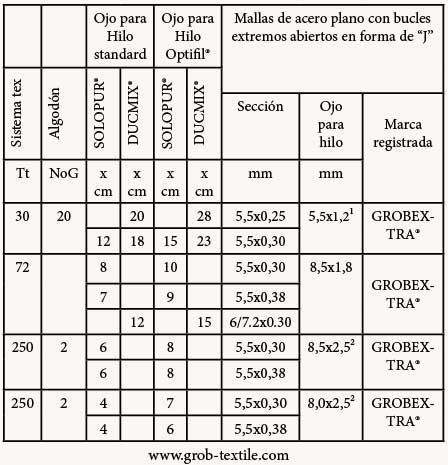
El uso de los lisos o mallas adecuados, el material, el diámetro del ojal o su posición, por ejemplo, del tipo DUOMIX de la empresa GROB TEXTILE AG, donde la posición de los ojales están desfasados ayudando a una mejor separación de los hilos, favorable en urdimbres con altas densidades, de cualquier forma, se debe respetar la información proporcionada por el proveedor referente a la cantidad máxima de lisos por centímetro (ver cuadro). Por ejemplo si se tiene un artículo con 12,000 hilos de urdimbre de título 40/1 Ne que trabajará en ligamento tafetán, tenemos las opciones:
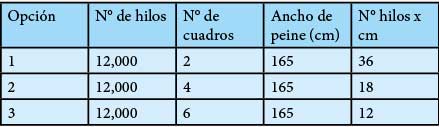
Se debe elegir la opción N°2, está dentro del rango sugerido por el proveedor y comparándolo con la opción N°3, a menor cantidad de cuadros se favorecen las regulaciones de tensiones de urdimbre y la geometría de la calada.
* El uso del peine adecuado también es importante, es decir se debe revisar el estado de los dientes del peine, no deben estar oxidados o los dientes con aristas que generan roturas de hilo.
* Al remeter para tejidos dobbys con ocho (8) cuadros a más, es importante revisar que los cuadros que corresponden al ligamento con puntos de ligadura más largo y/o aquellos cuadros con la mayor cantidad de lisos, se deberían remeter en los primeros cuadros, para mejorar las tensiones de urdimbre y la geometría de la calada.
* De preferencia remeter siempre guiados por una separación de los hilos con la cruz realizada en urdido seccional o manualmente, separando y alineando los hilos, para evitar las roturas por hilos cruzados.

Remetedora Safir de Stáubli
PROCESO DE ANUDADO
Durante el proceso de anudado, es decir el montaje y anudado del plegador lleno en el telar, es importante revisar los siguientes procesos que afectan en las roturas de urdimbre.
* Verificar que el plegador montado contiene el material de urdimbre y los procesos de preparado correspondientes al artículo por anudar, principalmente el título, material, cantidad de hilos, ancho del plegador, engomado y/o encerado.
* Preparar la punta de urdimbre del plegador que se anudará, el peinado de la urdimbre debe asegurar que los hilos estén alineados e individualizados o separados entre sí. Usar siempre la cruz que separa los hilos pares e impares cuando se trabaje con urdimbres de colores y listados, de ser posible también en colores enteros o crudos, de lo contrario realizar un buen peinado.
* La preparación de la mecha de urdimbre en el telar es importante, verificar que no hayan hilos rotos, cruzados o faltantes. Así mismo verificar si la cruz está correctamente realizada. Si se anudará sin cruz, el peinado de la urdimbre debe asegurar que los hilos estén alineados, individualizados y separados entre sí.
* Controlar las roturas de urdimbre durante el proceso de anudado y anudarlas en su posición correspondiente, para evitar los hilos dobles o cruzados.

Anudadora Uster TM de Stáubli
PROCESO DE TEJIDO
Después de haber controlado y asegurado lo mejor posible todo el proceso de preparación de la urdimbre, lo primero que hay que tener claro para el control de las roturas de urdimbre durante el proceso de tejido es el tipo de inserción de trama y del mecanismo formador de calada que tiene el telar donde trabajaremos nuestro artículo.
En primer lugar, el tipo de inserción de trama influye directamente con algunas roturas de urdimbre; por ejemplo, si trabajamos en un telar con inserción de aire, un artículo con hilos de urdimbre pelusientos o irregulares, de difícil separación en el peine o con diferentes ligamentos que hace que algunos hilos se cuelguen o aflojen por las diferencia de tensiones, se producirían paros por trama, porque el hilo de trama durante la inserción choca con los hilos de urdimbre en la calada. Por otro lado, este mismo artículo, en un telar con inserción de proyectil o de pinzas si los hilos de urdimbre no se separan correctamente formando una calada limpia, se producirían roturas de urdimbre por la acción de las partes mecánicas que tienen contacto directo con los hilos de urdimbre. Desde esta diferencia es importante recordar que por lo general en un telar con inserción de aire la cantidad de paros por trama, no necesariamente son roturas de trama y son mayores a la cantidad de roturas de urdimbre, mientras que en un telar de inserción de pinza o de proyectil la cantidad de roturas de urdimbre son mayores a la cantidad de paros por trama.
En segundo lugar, el tipo de mecanismo formador de calada también influye en las roturas de urdimbre ya que favorece o limita ciertas regulaciones que pueden influir en una formación de calada ideal para determinados artículos. Revisaremos algunos ejemplos*
*Leer más información en:
https://apttperu.com/analisis-eficiencia-controles-paros-maquinas/
Otras variables a controlar durante el proceso de tejido.
La tensión de la urdimbre. La regulación de la tensión de urdimbre necesaria para cada artículo se debe determinar de acuerdo al proceso de tejido del artículo y del aspecto del tejido; una tensión de urdimbre baja produce urdimbres saltadas o flojas (boucles), así mismo, problemas en la formación de los orillos, problemas con el remate del tejido y con el arrastre del tejido, la tela se escapa de los templazos; en inserción de pinza o proyectil puede originar roturas de urdimbre. Por otro lado, una tensión de urdimbre alta produce roturas de urdimbre, principalmente en aquellas partes débiles de la urdimbre o en materiales finos o débiles. Por lo tanto la tensión de urdimbre ideal será aquella que según nuestros controles no provoquen ninguno de estos fallos de mínimas y altas tensiones.
Altura y abertura de calada anterior. Se debe observar si el proyectil o la pinza rompen la urdimbre en la capa inferior, en la capa superior o en ambas, dependiendo de esta evaluación se debe realizar el ajuste de calada de acuerdo al ligamento del tejido y/o material de urdimbre, por ejemplo, que todas las capas de hilos que se forman en la calada anterior sean simétricas o asimétricas de esta manera buscar una mejor separación de los hilos de urdimbre al momento del cruce de calada mejorando la fricción y la separación entre cada uno de ellos, se debe buscar siempre la menor altura posible y el ángulo de abertura más corto que permitan una calada limpia para los elementos de inserción con una mínima elongación de los hilos de urdimbre durante la formación de la calada.
Por otro lado, en un telar de pinzas o de proyectil la altura y la abertura de la calada estarán limitadas de acuerdo al tipo de pinza por ejemplo o de guías de proyectil, aquí lo que se busca es que tanto la capa superior e inferior permitan el paso libre de la pinza y/o del proyectil; una altura de cuadros muy baja o demasiada abertura de calada pueden ocasionar la fricción de la capa inferior de la urdimbre con la pista de la cinta, en otros casos, demasiada abertura puede ocasionar que al abrir la calada la capa de hilos rocen con los perfiles de los marcos de lisos, generalmente cuando se trabajan con más de ocho cuadros, por ellos es importante realizar un ajuste básico primero y luego ir modificando de acuerdo al tipo de rotura que se observe.
Mal ajuste de altura de cuadros demasiado bajo, roce de hilo
Desfases. Cuando se tienen tejidos con urdimbres pelusientas o irregulares o remetidos de hilos de tres a más hilos por diente, que dificultan la separación de los hilos en el peine, es recomendable realizar un desfase de la calada para mejorar la separación de los hilos. Este desfase puede ser con altura de cuadros, con abertura de cuadros y con desfase de excéntricas, este último es el mejor desfase ya que separa las capas de urdimbre durante todo el recorrido del cuadro, es decir cruzan en diferentes posiciones siempre.
Por ejemplo, en un tafetán de tres hilos por diente de peine y con cuatro cuadros se puede ajustar de la siguiente manera:
Cuadro 1 y 2 —— momento de cruce 1 (por ejemplo: 310°)
Cuadro 3 y 4 —— momento de cruce 2 (por ejemplo: 330°)
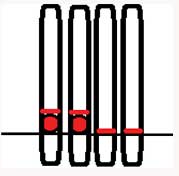
Ejemplo de desfase de excéntricos en un tafetan de 4 cuadros
Simetría de la calada posterior. Se pueden producirse roturas de urdimbre por la cobertura del tejido o por la diferencia de ligamentos. Si el artículo tiene un factor de cobertura alto (% tupidez ≥ 85%) debe considerarse como tejido pesado; puede originar roturas durante el remate del tejido; regular altura del porta hilos asimétrico hacia arriba, cruce de calada temprano, trabajar con cilindro de desviación y de ser necesario con freno de cilindro, para reducir la fuerza de golpe al remate. Por otro lado, si se tiene un ligamento con diferentes puntos de ligaduras o hilos de urdimbre débiles, regular una calada simétrica del porta hilos y la profundidad larga, para compensar mejor las diferencias de tensiones. Por otro lado, trabajar con un solo porta hilos ayuda a controlar mejor la tensión de urdimbre y trabajar con bajas tensiones de urdimbre. Además, colocar el diámetro de muelle del compensador de urdimbre correspondiente al artículo y material de urdimbre, así mismo en la posición que permita la carrera del compensador requerida. Es importante conocer muy bien los principios y criterios al regular la calada, un mal ajuste de calada influye directamente en las roturas de urdimbre**.
**Leer más información en:
https://apttperu.com/marcas-de-paro-marcas-de-arranque-y-ajustes-de-calada/
Densidad de urdimbre. Si bien es cierto, la densidad de urdimbre del artículo está determinada desde el área de diseño y desarrollo ya que tiene que ver con la construcción y características del tejido y no se puede modificar demasiado al respecto durante el proceso de tejido, es importante saber cómo los hilos de urdimbre del fondo del tejido se moverán en el peine al formar la calada, información como la cantidad de hilos de urdimbre por diente de peine, si el artículo tiene 2 hilos por diente, 3 hilos por diente o más y la cantidad de dientes de peine por centímetro son importantes, ya que esta información nos ayudará a saber con qué facilidad o dificultad los hilos de urdimbre entrecruzarán en su movimiento para formar la calada. De esta manera podemos regular la calada anterior adecuada al artículo por tejer. Por otro lado, es importante también verificar la densidad de urdimbre en los orillos ya que en esta zona se producen muchas roturas de urdimbre, aquí si tenemos opciones de poder modificar algunos parámetros para mejorar la densidad, lo primero que hay que considerar es el tipo de orillo, por ejemplo, orillo remetido u orillo gaza de vuelta, luego, debemos considerar el aspecto del orillo, es decir, por mejorar la densidad de urdimbre en el orillo no podemos tejer un orillo oleado o con poca densidad que afecte a los procesos posteriores. Entonces, si tenemos muchas roturas de urdimbre por un orillo muy denso que es de ligamento tafetán con tres hilos por diente en el peine, podemos por ejemplo empezar probando cambiando el ligamento a oxford o repp 2/2 o finalmente quitarle un hilo y que quede en dos hilos por diente. Se debe evaluar la mejora y el aspecto del orillo.
Velocidad de máquina. Aunque muchas veces es una de los últimos ajustes a revisar y modificar ya que se considera que afecta la productividad, se debería evaluar reducir la velocidad del telar y medir la mejora en la eficiencia y la productividad. Cuando el material de urdimbre tiene problemas en la preparación y/o en la calidad del hilo se debe probar reducir la velocidad de máquina para cuidar mejor al hilo durante el remate y la formación de la calada.
Cuando las roturas se producen en una misma posición es necesario realizar una revisión del estado de todas las piezas mecánicas que pueden tener contacto directo con la urdimbre durante la inserción y remate del tejido, verificar que no tengan desgastes o filos que puedan cortar el hilo, por ejemplo, el cuerpo del proyectil, de las pinzas, guías de proyectil o de las pinzas; los dientes de peines, los lisos, las horquillas, el perfil de templazo o lo soportes de tejido y/o de urdimbre.
Confío en que una revisión del proceso de preparación de la urdimbre y una identificación oportuna de las roturas de urdimbre durante el proceso de tejido permitirá aplicar el criterio y la regulación correspondiente que ayuden a reducir, mejorar o eliminar las roturas de urdimbre y con ello mejorar la calidad y la eficiencia del tejido.
")














{kind=link}