

Autor: Ing. Jorge Vidal Trujillo (MBA)
Uno de los mayores problemas que se presentan en los tejidos de poliamidas con spandex son los barrados, el mohare y las transparencias; y esto es debido a diferentes causas, que las analizaremos una a una para tomar medidas en cada caso y así evitar este defecto, que es tan común en estos tipos de tejidos.
1) Poliamida
Figura 1: imagen 3D sobre la repetición de enlaces amidas.
Es un polímero sintético de cadena larga, que pertenece al grupo de las poliamidas.
Se genera por policondensación de un diácido con una diamina, unidos por dos anillos aromáticos pertenecientes al grupo amida.
El nombre comercial es el Nylon de DuPont. Los más conocidos en el mercado son el Nylon 6 y el Nylon 6.6, con diferentes usos y comportamiento.
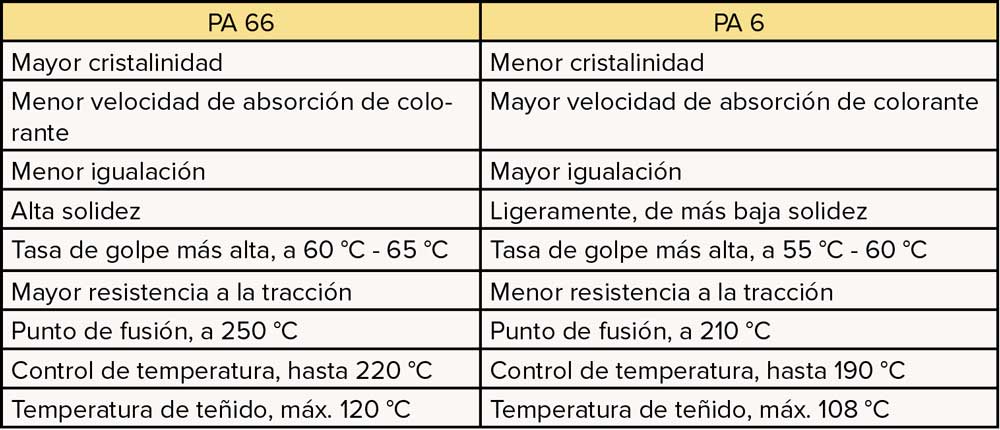
PA 66 versus PA 6
2) Texturizado
Los hilados de Nylon, antes de texturizarse, deben tener una antigüedad de al menos 7 días de producidos y no pueden sobrepasar una de 365 días.
Todos los hilados tienen que estar protegidos con bolsas y cajas de cartón, para evitar la oxidación y contaminación: solo deberán ambientarse 24 horas antes del texturizado.
La verificación de la calidad del hilado es primordial, porque esto nos puede llevar a tener conos con distintos grados de absorción debido a las diferencias de torsión, tensión, temperatura y fricción en el mismo paquete, como de un paquete a otro paquete.
Una vez texturizados los hilados, deberán estar protegidos por bolsas plásticas y cajas de cartón.
3) Barrados
Se ha definido como barrado al aspecto visual continuo en barras o franjas paralelas regulares en dirección de la coursa del tejido (o pasada), debido a diferencias físicas y ópticas de la tintura.
Existen dos tipos: una generada en la hilatura; y otra, en el proceso de tejido.

Figura 2: barrado.
4) Mohare
Se ha definido como mohare a unas vetas parecidas a una estructura de tipo marmoleado de la corteza de la madera. Este defecto existe debido a las diferencias de tensiones en la tela, generadas en el proceso de tejido.
5) Tejido
Los hilados texturizados deberán tener una antigüedad menor de 14 días de producidos y no pueden sobrepasar una antigüedad mayor a 180 días.
La manera de cargar la máquina circular es intercalando las cajas que se utilizarán en cada una de las filetas, tratando de buscar que los conos de una misma caja no estén en forma consecutiva.
Figura 3: mohare.
Hay que regular la máquina de tejido con ayuda de un tensiómetro digital, alimentador por alimentador. Para un single jersey, de acuerdo al título del hilado y la galga de la máquina, hay que proceder a tejer aproximadamente un par de metros.
Una vez tejida la muestra, teñir en laboratorio muestras pequeñas de un color oscuro, medio y claro.
Una vez teñidos, verificar la igualación de la muestra y si presenta coursas con diferentes intensidades de color.
Si presentara diferencias de color muy marcadas por cada coursa, el barrado será eminente en el teñido en pieza y, por lo tanto, descartaremos el hilado.
Si la muestra presentara una buena igualación entre las coursas, concluiremos que el hilado se encuentra en buenas condiciones para el teñido; y entonces podemos continuar con el proceso de colocar el hilado de spandex. Igualmente hay que ver la regulación de la máquina y observar que las rulinas de los alimentadores de spandex estén limpios y girando libremente.
La regulación de la tensión del spandex deberá estar en un 10 % del título denier del spandex. Por ejemplo, si fuera un 40 denier, la tensión debería estar en 4 CNewton (CN) —sin exceder un rango de 5 % hacia arriba o 5 % hacia abajo—.
Es importante también ayudarse con un tacómetro (de preferencia digital) para cerciorarse de la uniformidad de la alimentación del hilado spandex, alimentador por alimentador, de la máquina circular.
Una recomendación es trabajar en la máquina circular con agujas de talón corto y de un solo talón, siempre y cuando trabajemos jersey. En el caso de interlocks, trabajaremos con dos tipos de agujas en el plato y dos tipos de agujas en el cilindro.
Es preferible, por el tipo de tejido tan delicado y sensible, trabajar en una máquina circular de bancada abierta para evitar la marca central y quiebres en la tela.
La tela no deberá permanecer más de 24 horas sin ser termofijada, porque estará propensa a presentar quebraduras.
6) TERMOFIJADO
El proceso de termofijado para un artículo con nylon y spandex es de la siguiente manera:
a) En el foulard de la rama, colocar un antiquiebre entre 20 a 30 g/lt. Elevar la temperatura entre 60-70 oC. Toda la tina al rebose.
b) Secar a temperatura de 100 oC.
c) Termofijar a 190 oC entre 45 a 60 segundos de permanencia en las cámaras.
Se podrían preguntar por qué humectar en el foulard y por qué al rebose: se humecta en el foulard para que todas las tensiones producidas en el tejido se igualen y relajen, así se evitará el problema del mohare (muy común en estos artículos). ¿Y por qué la tina del foulard tiene que estar al rebose? Porque así se evitará que los aceites provenientes de la tejeduría y del ensimaje del hilado se impregne en la tela y, al momento de termofijar, la temperatura del aceite que está en la superficie de la tela se eleve a más de 220 oC, y esta queme el spandex y termine deteriorándola y ocasionándole transparencias.
")













{kind=link}