

Por Dario Paredes Vásquez
En esta publicación se revisaran algunas de las principales fallas de calidad en tejido plano que se originan durante la inserción de trama. Es importante recordar cómo es transportada o llevada la trama desde el lado izquierdo (disparo) hacia el lado derecho (recepción), es decir los principales tipos de inserción:
- De proyectil
- De aire
- De pinza
- De agua
Haremos una pequeña descripción del funcionamiento de los principales tipos de inserción de trama con la finalidad de poder analizar y determinar alguna de las causas más comunes que originan las fallas de inserción y el mejor ajuste que permita su solución.
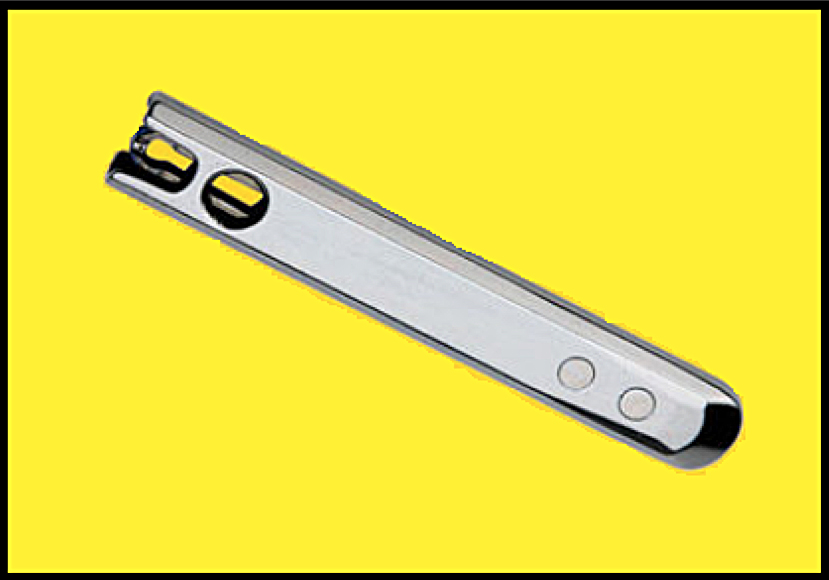
INSERCIÓN DE PROYECTIL:
La cadena de transporte entrega un proyectil que es recibido por el elevador. Una vez posicionado, el abridor separa las pinzas del proyectil; luego elevador y abridor posicionan el proyectil en la zona de disparo, aquí el dador deja la trama dentro de la pinza del proyectil y el abridor se retira. De esta manera el proyectil sujeta la trama, el abridor del dador de trama separa las pinzas del dador para que proyectil quede libre. En esta posición, la palanca batidora golpea al proyectil siendo insertado en la calada, este se conduce a través de las guías hasta el lado de recepción. En el lado de recepción el proyectil es frenado.
La trama es llevada por el peine hacia el remate del tejido mientras se realiza el movimiento del formador de calada según el diseño o ligamento. Se van realizando movimientos en ambos extremos de la tela, en el lado izquierdo la pinza de orillo sujeta la trama, la tijera corta y el abridor de dador se retira y el dador avanza hacia la tijera. El abridor del dador nuevamente abre las pinzas y el dador sujeta la trama y retorna a su posición inicial, mientras el recuperador de trama tensa la trama a la espera de la siguiente inserción. En el lado derecho, luego de ser frenado el proyectil, el retrocesor empuja al mismo; la pinza de orillo sujeta la trama, el abridor en orillo de recepción separa la pinza del proyectil, libera la trama y es eyectado o empujado hasta posicionarlo en la cadena de transporte para ser llevado hacia el lado izquierdo e iniciar la siguiente inserción. En el circuito hay más de un proyectil siendo transportado por la cadena, la cantidad de proyectiles dependerá del ancho de telar o de tejido.
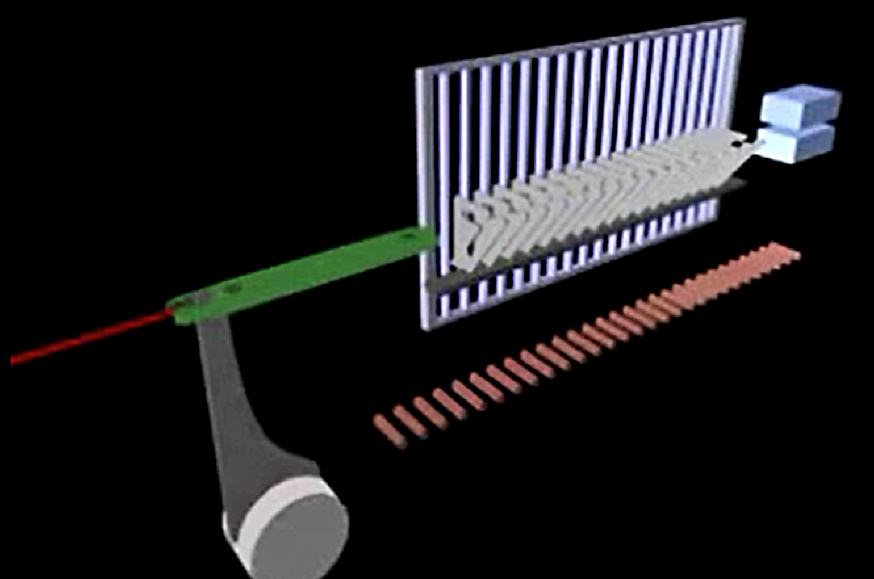
INSERCIÓN DE AIRE:
La espiga del acumulador se levanta y libera la cantidad de espiras ajustadas de acuerdo al ancho del tejido. El soplador principal fijo sopla, jala y entrega la trama hacia el soplador principal móvil. Este de igual manera sopla, jala y posiciona la trama en la entrada del canal del peine, los sopladores auxiliares distribuidos a todo el ancho del telar / tejido soplan la trama conduciéndola dentro de la calada y llevándola hacia el lado derecho, el sensor de trama detecta la llegada enviando información electrónica para la función de los parámetros de inserción. El pin del acumulador se cierra a la llegada de la trama y dependiendo del tipo de ajuste realizado el freno de trama reduce la aceleración de la trama evitando el efecto “latigazo” a la llegada; dependiendo del tipo de orillo (remetido o gasa de vuelta), la trama será sujetada y luego rematada contra el tejido durante el movimiento del formador de calada, de acuerdo al número de canales de inserción y al diseño de colores regulado. La trama espera dentro de las toberas de los sopladores principales retenida por un flujo mínimo de aire que la mantiene enhebrada dentro de los sopladores durante el tiempo de espera o durante el paro de máquina y ayudando también al soplador principal móvil durante el arranque con un flujo de impulso de arranque.
INSERCIÓN DE AGUA:
Esta inserción es similar a la inserción de aire, con la diferencia que es una sola tobera con un chorro de agua de alta presión el que se encarga de llevar la trama dentro de la calada. Este tipo de inserción solo es posible utilizar en artículos con fibras sintéticas.
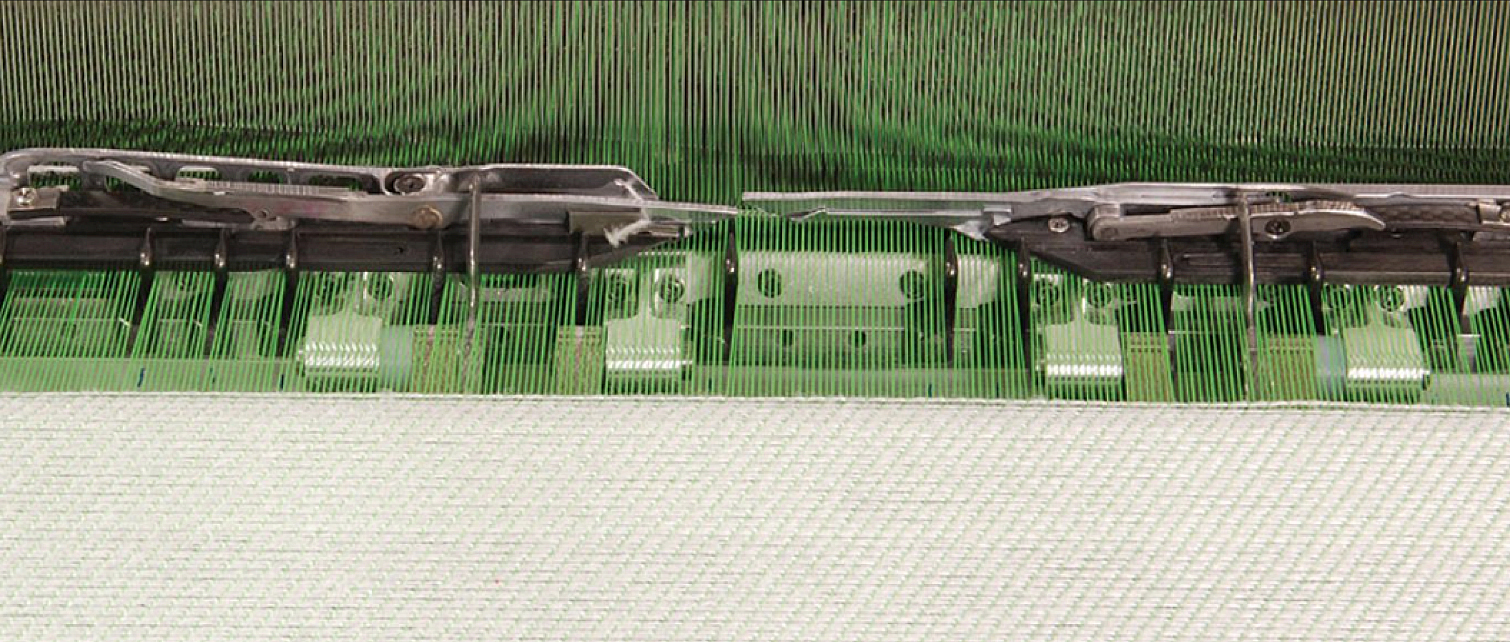
INSERCIÓN DE PINZA:
Existen dos tipos de pinzas: las rígidas (simples o dobles) y actualmente las flexibles (simples o dobles). El proceso de inserción para ambas es similar; el presentador baja y posiciona la trama delante de la pinza, la pinza sale y sujeta la trama por acción de un muelle, jala y empieza la inserción en la calada. Al ingresar, la tijera corta la trama y la pinza continúa la inserción; si es pinza rígida o flexible simple, llevará la trama de izquierda a derecha; si es rígida o flexible doble, llevará la trama hasta aproximadamente el centro del tejido. Aquí se encontrará con otra pinza que salió desde el lado derecho, esta ingresará a la pinza izquierda siendo abierta ligeramente y recepcionando la trama, para luego retroceder y continuar jalándola e insertándola dentro de la calada hasta el lado derecho, al mismo tiempo que la pinza izquierda retorna a su posición inicial. Al llegar al lado derecho, la pinza se abre ligeramente y suelta la trama, dependiendo del tipo de orillo (remetido o gaza de vuelta), será sujetada y rematada contra la tela durante el movimiento del formador de calada.
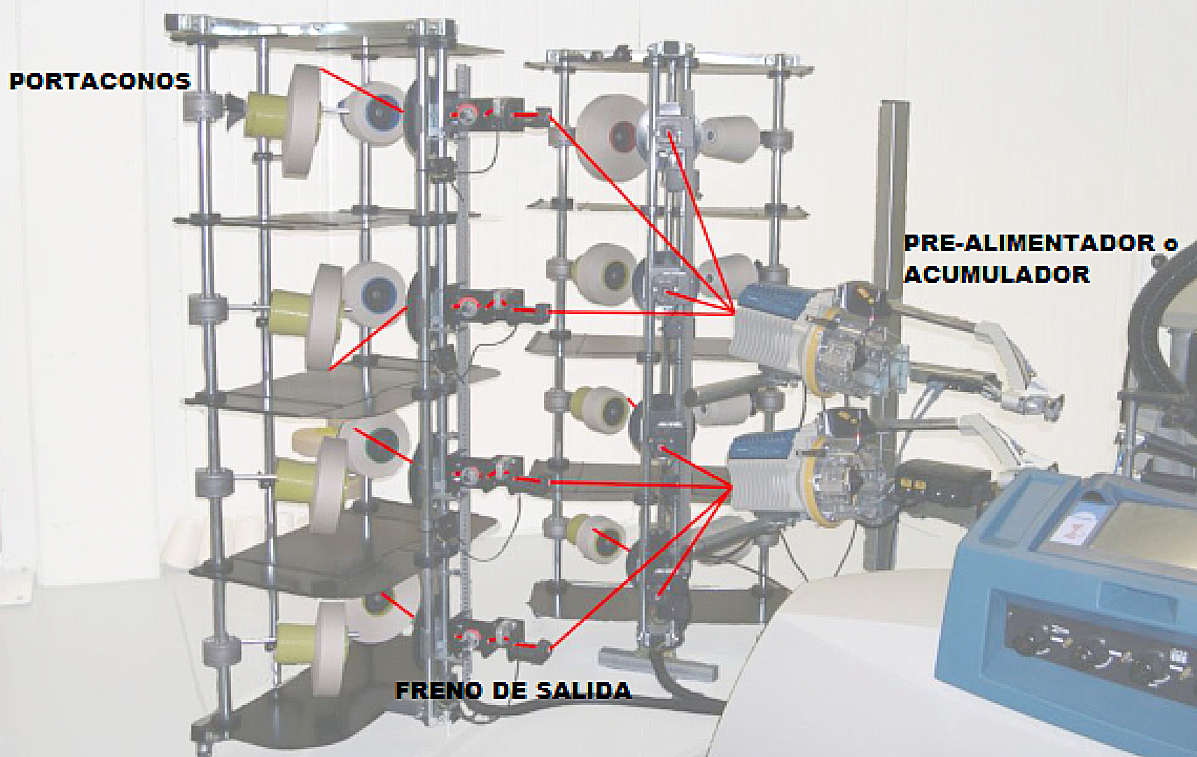
EQUIPOS AUXILIARES PARA LA INSERCION: Controles básicos
- Porta conos.- Es una espiga donde se colocan los conos de trama. Esta espiga debe tener los soportes y espacios de acuerdo al formato de la trama, es decir cono o bobina; generalmente tienen un freno de trama a la salida. Se debe cuidar que la trama no sea desviada o frenada durante el proceso de inserción, de esta manera se deberá centrar la trama para que el “balón” que se forma durante el arrastre se encuentre los más centrado posible, evitando que se deslicen las espiras del devanado.
- Pre alimentador o acumulador de trama.- Por las velocidades actuales de inserción es necesario que se trabaje con pre alimentadores. Existen diferentes marcas y modelos, con almacenamiento por reserva o por espiras, la elección dependerá de las características del material. Por ejemplo, para una trama pelusienta y de difícil separación es recomendable usar acumuladores con separación de espiras; la función principal del pre alimentador o acumulador es almacenar la trama para que sea arrastrada de manera más uniforme y con una tensión más constante. De igual manera se debe regular la posición y alineación de los pre alimentadores para que la trama no sea desviada durante la inserción; así mismo regular solo el freno necesario para que no ingresen espiras deslizantes o acumuladas.
- Freno de trama.- Mecánico o electrónico, la función principal del freno de trama es reducir o eliminar la aceleración de la trama en el lado de recepción para minimizar el efecto “latigazo” que se forma a la llegada de la trama al lado derecho del tejido.
- – En algunos sistemas trabajan con recuperador de trama. La función es retirar la trama insertada en la calada y darle las condiciones de transferencia para las siguientes inserciones.
- Detector de trama.- Mecánico o electrónico, la función principal es detectar que haya trama durante toda la inserción, de lo contario envía una señal y se para el telar. En un telar de aire también cumple la función de alimentar al software con los grados de llegada de trama para optimización de la inserción. Es importante regular la sensibilidad adecuada al título y tipo de material de trama que se trabaja.
FALLAS COMUNES DE INSERCIÓN DE TRAMA QUE AFECTAN A LA CALIDAD DEL TEJIDO:
- Trama acumulada
- Trama remetida
- Trama floja
- Trama reventada
- Trama rota
- Trama perdida o faltante
Se hará una lista de las causas posibles que originan estos defectos, independientemente del tipo de inserción de máquina que trabajamos, los ajustes o controles son generales y aplicables a todo tipo de inserción, en algunos casos más específicos se explicará el ajuste que corresponda, es decir a proyectil, aire o pinza.
TRAMA ACUMULADA
La causa principal de esta falla es el devanado defectuoso de los conos o bobinas de trama, poca tensión o dureza del devanado, efecto “copiado” o acumulación de espiras en ciertos diámetros del devanado; los cuales originan un deslizamiento de espiras que es arrastrada e insertada sin poder controlarla. Esta falla se puede presentar en cualquier zona del tejido.
- Controlar la dureza de cono o bobina y el devanado adecuado.
- Regular correctamente la alineación y la profundidad de los soportes del porta conos para lograr un “ballón” uniforme y una salida limpia de la trama sin que arrastre espiras del cono o bobina.
- Regular la tensión adecuada del freno de salida del porta cono y/o del freno de entrada del acumulador.
- Usar el tipo de pre alimentador adecuado al material; con una trama pelusienta es mejor utilizar el modelo que regula separación de espiras o regular una formación de reserva adecuada donde no hayan espiras montadas o superpuestas.
- Usar y regular el freno de salida de acumulador de acuerdo al título y material. Nuevamente, recordemos que la intención no es “estirar” el hilo de trama sino sólo hacer que sea insertado con una tensión mínima uniforme.
- Controlar y regular los ajustes del acumulador para que entregue la cantidad adecuada de espiras que corresponde al ancho del tejido. Por ejemplo: sensores de espiras, sensores de reserva, valores de filtración, entre otros, dependiendo del modelo y tipo de pre alimentador.
- Cuando se trabajan varios canales de inserción, regular el diseño de trama de tal forma que haya una distribución alternada de los colores para reducir la velocidad de inserción de trama y mejorar el desarrollo del devanado.
- Cuando se trabaje con hilados elásticos, trabajar solo con dos canales para evitar que el hilo se “encarruje” durante el tiempo de espera.

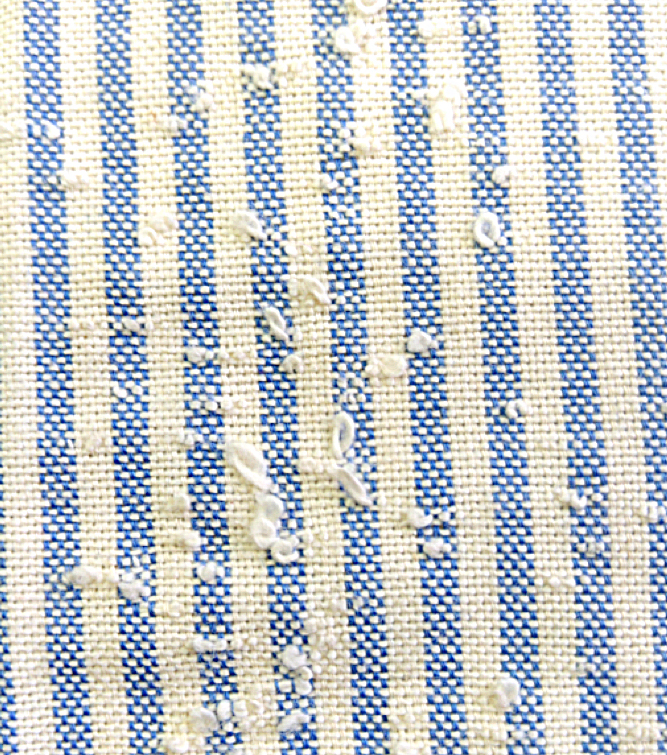
TRAMA METIDA
La causa principal de esta falla es el exceso de trama insertada, puede ser por los motivos revisados en el caso anterior (trama acumulada) o por ajustes de inserción. Esta falla se presenta generalmente en los orillos del tejido, aunque hay casos que se observan también en el fondo del tejido.
- Regular freno de trama a la salida del acumulador.
- Regular freno de proyectil, cuando rebota el proyectil en su llegada al lado izquierdo provoca una longitud adicional de trama.
- Regular cantidad, formación y reserva de espiras y el freno de salida del acumulador de trama.
- Revisar estado de la tijera de trama lado izquierdo, corte de tijera.
- Regular presión de aire en sopladores principales. Demasiada presión hace que la trama se enrede en las toberas y sea insertada de este modo sin poder luego estirarse totalmente.
- Regular los tiempos de abrir y cerrar de los sopladores auxiliares y que esto permita insertar la trama correctamente. Para hilados retorcidos y elásticos es mejor regular mayor tiempo de soplado con menor presión aire.
- Revisar y regular la dirección del flujo de los sopladores auxiliares en el canal del peine, no debe chocar la trama contra el peine o contra la calada.
- Regular cruce de hilos de amarre del orillo. Se puede utilizar para que amarren el hilo de trama evitando que se regrese.
- En hilos de trama retorcidos y elásticos se puede ayudar adelantando el cruce de los orillos independientes.
- Controlar y regular el abridor de pinzas del lado derecho, cuando se abre la pinza muy temprano suelta la trama y se recoge dentro de calada.
- En orillos remetidos, controlar ajuste de pinzas de orillo, desgastes y selección de resortes adecuados.
- En orillos remetidos controlar ajuste de aguja remetedora, seleccionar aguja adecuada.
- Regular cruce de calada del fondo del tejido, un tiempo de cierre de calada muy temprano no permite estirar totalmente la trama.

TRAMA FLOJA (risos )
La causa principal es que la trama no estira completamente en la calada porque choca con la urdimbre o porque no tiene el tiempo suficiente para estirar dentro de la calada.
- Regular tensión del freno de trama.
- Controlar y regular recuperador de trama, mayor carrera permite estirar la trama dentro de la calada.
- Regular cantidad, formación y reserva de espiras y freno de salida del acumulador de trama.
- Regular los tiempos de soplado. Una baja presión de aire causa trama floja en orillo izquierdo. La trama no estira correctamente, mucha presión de aire puede causar trama floja en orillo izquierdo o derecho, la trama hace un efecto de rebote, “recogiéndose” dentro de la calada.
- Regular momento de cruce de calada más tardío para que permita estirar totalmente la trama, dar más tiempo de inserción de trama.
- Regular altura, abertura y desfase de calada, buscar una correcta separación de hilos, la trama choca con hilos de urdimbre.
- Regular tensiones de urdimbre, dar mayor tensión.
- Revisar la construcción de orillos: ligamento, densidad, cruce de calada. Una formación adecuada del orillo no sólo permite un correcto arrastre del tejido, también ayuda para un tejido de fondo más estable.
- Controlar y regular el abridor de pinzas del lado derecho, cuando se abre la pinza muy temprano suelta la trama y se recoge dentro de calada.

TRAMA REVENTADA
La causa principal de esta falla es el material débil o un alto valor de cobertura del tejido.
- Regular las tensiones mínimas de freno de trama.
- Realizar ajustes de calada para reducir o eliminar la fuerza del remate de tejido. Es decir, mayor altura del guía hilo (calada posterior asimétrica), mayor altura de soporte de tejido, menor altura y abertura de calada.
- Regular el cruce de calada más tarde, para cuidar mejor la trama durante el remate.
- Se debe precisar que en algunos casos se puede presentar esta falla durante el arrastre del tejido cuando se trabaja con cilindros de arrastre de lija o korindon. Cambiar por un recubrimiento sintético tipo “piel de gallina”.
TRAMA ROTA
Las causas principales pueden ser material débil, un mal ajuste en orillos remetidos o defecto en la retención de trama. Se presenta generalmente en títulos finos y/o con poca torsión.
- Regular las tensiones mínimas de freno de trama.
- Regular corte de tijera de disparo.
- Regular pinzas de orillo, colocar la combinación de muelles de pinza adecuados al título de hilo (orillo remetido).
- Rotura de trama durante la inserción no es detectada, regular sensibilidad de los detectores de trama.
- Regular flujo de aire de sopladores auxiliares. Buscar la mejor relación entre presión, caudal y tiempos de soplado de las válvulas.
- Regular cruce de calada más tardío, un cruce muy temprano requiere mayor flujo de aire para poder insertar correctamente la trama en menor tiempo.
- Bajar velocidad de máquina, si las características de material y artículo no permiten bajar flujo de aire o retrasar cruce de calada.
- Revisar pinzas, usar el modelo adecuado al material y título de trama, regular muelles y regulaciones mecánicas de recepción y transferencia.

TRAMA PERDIDA
La causa principal es la mala transferencia de la trama durante la inserción o la rotura de la trama al final de la inserción. Se presenta generalmente en títulos finos y/o con poca torsión
- Regular las tensiones mínimas de freno de trama.
- Regular cantidad, formación y reserva de espiras y freno de salida del acumulador de trama, si la longitud del defecto es igual a una espira.
- Controlar el correcto centrado de la trama en la pinza del proyectil, altura de elevador, abridor de proyectil y dador de trama.
- Utilizar el adecuado tipo de pinza de proyectil y fuerza de pinzado.
- Revisar estado del juego de proyectiles; pulir rebarbas, controlar la uniformidad de longitud y espesor del cuerpo del proyectil; el juego de proyectiles que trabaja por cada telar debe ser uniforme.
- Revisar y regular sistema de disparo, la salida del proyectil y la alineación de batán; el proyectil debe trasladarse sin obstáculos que puedan ocasionar roturas de trama en toda su trayectoria.
- Revisar y regular frenos de proyectil, retrocesor y abridor de pinza de proyectil lado de recepción.
- Controlar y regular la sensibilidad de los detectores de trama.
- Regular flujo de aire de sopladores auxiliares, buscar la mejor relación entre presión, caudal y tiempos de soplado de las válvulas.
- Cuando se trabaja tramas con baja torsión sacar espiras extras antes de arrancar el telar, el flujo continuo de enhebrado debilita la trama y la rompe al arranque. Existen modelos de telares que tienen unas pinzas que sujetan la trama durante la espera, de este modo no hay un flujo de aire directo sobre la trama.
- Regular cruce de calada más tardío, dejar que la trama se estire completamente.
- Bajar velocidad de máquina si las características de material y artículo no permiten bajar flujo de aire o retrasar cruce de calada.
- Revisar y regular pinza lado izquierdo, muelles y transferencia de trama.


Para concluir, un control y regulación adecuada de los mecanismos que intervienen en la inserción de trama desde el arranque del tejido; así como la detección, análisis e intervención oportuna de los defectos durante el proceso de tejido, aseguran una buena eficiencia y calidad.
















{kind=link}