

Artículo Publicado por: Carmelon Gonzales De La Cruz. Especialista en Hilatura de Algodón y Mezclas . Asesor y coach de plantas de Hilandería
- KNOW HOW SOBRE MANUARES
El proceso de manuar segundo pasaje dista mucho de ser una etapa más dentro de los procesos de hilandería.
En esta etapa se conjugan la maximización de la capacidad del técnico de planta con su experiencia.
De sus acciones depende la generación de una cinta de manuar capaz de avizorar una mecha e hilado de alta calidad y con una variación de título aún menor al 1%.
En las consultorías que he realizado a las diferentes plantas de hilandería, más del 50% de las plantas adolecían de problemas en esta etapa o en todo caso no le daban el peso real que debieran, distrayendo su atención en otras variables que nada tenían que ver con el real problema que se plasmaba en quejas por doquier de telas y/o prendas con defectos de calidad.
Recuerdo muy claramente, por mencionarles un ejemplo en una planta textil, donde existían problema de partes delgadas largas que esporádicamente se presentaban y se visualizaban en las telas “crudas”, generando incertidumbre en el personal por la búsqueda del origen de dicha anomalía.
Lo cierto es que el defecto aparecía y desaparecía como por arte de magia.
Los reclamos de los clientes y las devoluciones de tela de dicha compañía generaban zozobra en toda la plana, pues nadie entendía el posible origen del problema y los días transcurrían con la tensión a cuestas.
Efectuando la trazabilidad del problema, desde el hilo hasta los procesos anteriores, específicamente hasta cardas y recopilando información incluso en los tres turnos, me detuve en el proceso de manuares segundo pasaje.
Al comparar la producción de los 3 turnos, se presentaba una inusual tendencia en el tercer turno; tenía cerca de 40% más de producción en comparación con los otros turnos. Esto ya era un indicio de que algo extraño sucedía en dicho turno.
Finalmente, observé un comportamiento extraño del operador en la máquina al iniciar y finalizar el turno. Tras un seguimiento más minucioso, se comprobó que lo que ocurría era que el operador de máquina colocaba una trompetilla de 4.2 mm en reemplazo de una de 3.8 mm; de esta forma no se suscitaban “atoros” en la trompetilla, pero el hecho es que nadie estaba enterado de esta situación. Al final del turno, el operario volvía a colocar la trompetilla de 3.8 mm que es más estrecha para el paso de la cinta y, lógicamente, esta originaba paros constantes y, por lo tanto, una baja eficiencia de producción.
TROMPETILLAS O EMBUDO CONDENSADOR DE MANUARES
Accesorio que condensa las cintas y las cohesiona a fin de presentar consistencia.
Ubicado a la salida de los manuares, su diámetro está en función del Ktex de la cinta de salida.

|
(Fig. 1) Trompetillas de 3.8 mm – 4.2 mm |
Luego, al analizar el diagrama de masa con trompetilla de 4.2 mm, se mostraba una mejor apariencia del diagrama de masa, lo cual, con diámetro 3.8 mm, denotaba falsos estirajes con tendencia a tramos delgados de cinta. Estos tramos delgados de cinta multiplicados por los estirajes de los procesos posteriores (mechera, continua) ocasionaba varios km de hilo con partes delgadas. El operador había logrado solucionar un problema, pero no compartía el hallazgo, el problema transcurría en los otros turnos.
Esta bitácora es una pequeña muestra de lo importante que es cada accesorio, repuesto o pieza en una máquina, todos están sincronizados de alguna forma y forman un solo bloque cinemático. La ausencia de uno de ellos o el uso inapropiado, como en este caso, conlleva a generar defectos que impactan en el producto terminado.
LOS MANUARES DE ÚLTIMA GENERACIÓN
Las instalaciones o plantas de hilatura, tienen en su parque de maquinarias manuares de fabricantes: Ingolstad, Vouk , Trutzschler y Rieter.

|
(Fig. 2) Manuar Trutzschler TD-8, con búsqueda automática del autorregulado y modificación electrónica del pre-estiraje. |

|
(Fig. 3) Manuar Rieter RSB-D45, con búsqueda automática del autorregulado, modificación instantánea de los ecartamientos, control de tensiones, guiado y geometría exacta. |
Pocas veces me permito sugerir tal o cual maquinaria, pero el reconocimiento a las bondades de un determinado fabricante, se basan en los años de uso, la experiencia y también en la buena práctica de efectuar pruebas con distintas marcas en las mismas instalaciones de la planta. Esta es la mejor prueba para dilucidar la calidad y duración de los accesorios y elementos mecánico-electrónicos con los tests rutinarios a lo largo de varios meses de uso. Bajo dicha premisa, la decisión final está en manos del propio usuario, sin injerencia de lo que nos puedan decir los fabricantes.

(Fig. 4) Geometría de la cinta a la Salida del Manuar.

(Fig. 5) Análisis en Dinamómetro Tenacidad de cintas de Manuar.
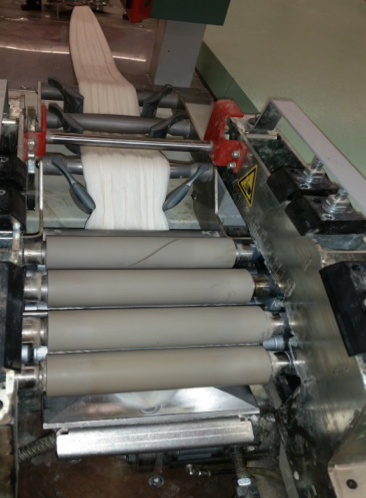
(Fig. 6) Tren de estiraje de Manuar y condensado de cinta.
Al referirme a los tests rutinarios de cinta, no se trata solamente de apreciar los valores cualitativos de regularidad de masa, imperfecciones, consistencia de título, atribuidos a la capacidad de respuesta de autorregulado en milisegundos; también se debe atender a la geometría de formación de espiras (Fig. 4), posicionamiento de la cinta en el bote y, más aún, la capacidad de cohesión entre fibras.
La cohesión de las fibras en el manuar es un parámetro importante, y prestándole atención se evitan falsos estirajes y reclamos por doquier.
Procedo a compartir con ustedes un método que utilicé en una visita a una empresa para mejorar la regularidad de sus procesos.
En un dinamómetro usual para medición de tenacidad o Rkm de hilos, se procedió a efectuar tenacidad de cinta de manuar segundo pasaje a fin de observar la mayor o menor cohesión de las fibras. Se redujo la velocidad del ensayo a 250 mm/min de velocidad de desplazamiento, tomando del extremo superior e inferior a la cinta de manuar segundo pasaje (Fig. 5).
Los valores típicos de tenacidad eran cercanos a 1.0% repetidas veces; sin embargo, en un nuevo lote de producción se efectuó una prueba de resistencia de cintas, dando como resultado una tenacidad de cinta de 0.20%, es decir, la cinta presentaba un valor menor al habitual y, por ende, tenía menor cohesión.
Esta menor cohesión de cinta ocasionaba más de 30 roturas de cinta en la fileta de la mechera; lo normal es que no se produzca ninguna rotura de cinta.
De lo comentado líneas arriba existe una lección: los problemas tienen soluciones, para llegar a corregirlos o aplicar una solución efectiva, debe recurrirse a la generación de ideas de mejora que puedan suplir una necesidad.
PRUEBAS DE TENACIDAD Y ELONGACIÓN DE CINTAS DE MANUAR
|
(Fig. 7) Prueba manual de tenacidad de cinta de manuar segundo pasaje |
Para ir más allá y sobre el mismo tema de la importancia de la cohesión de fibras en la cinta de manuar, la misma receta se aplicó a otra hilandería que tenía problemas de cohesión de fibras y no tenía forma de medir, pues no tenía dinamómetro. Esta vez se optó por estirar las fibras a mano, tomando como base una regla de 30 cm, estirando solo por un extremo con una velocidad lenta, marcándose el momento en el cual se generaba la apertura de las fibras en la cinta del manuar(Fig. 7).
Para cerrar este tema, la receta para lograr una mejor cohesión entre fibras es:
- Disminuir el doblaje de cintas.
- Disminuir la presión de tren de estiraje.
- Utilizar revestimientos o cots de menor dureza.
- Disminuir la tensión de velo entre el frontal y los discos de salida.
- Utilizar un condensador de cinta de menor diámetro, teniendo cuidado de no generar atascamientos.
- Disminuir la velocidad del plato superior del centinela.
- Aperturar los ecartamientos principal y previo 1 mm.
- TECNOLOGÍA DE MANUARES
OBJETIVOS DEL MANUAR
A) Homogenización de la mezcla
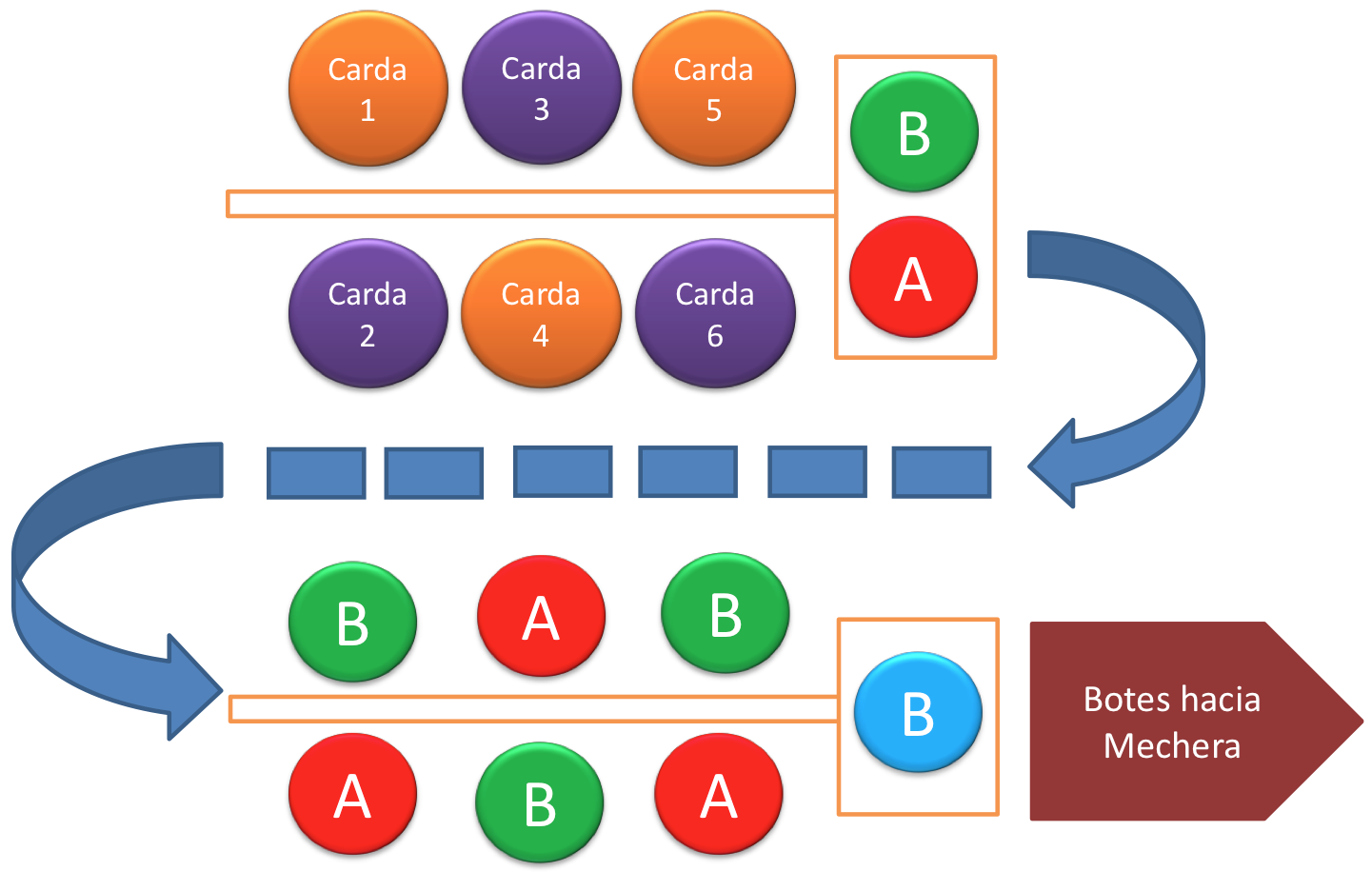
El doblaje o número de cintas al ingreso del manuar es la mejor forma de dosificar la mezcla; de tal modo, se debe continuar con el equilibrio de la homogeneidad del lote de producción mediante el doblaje, a efectos de que no se presenten barrados, sea por micronaire, por color o reflexión de las fibras.
Esto significa que en la fileta de entrada al manuar deben ingresar botes de cinta, en lo posible 1 bote de cada carda o múltiplos del número de cardas que formen parte de la línea de producción. A esto se le conoce como el mezclado cruzado.
|
(Fig. 8) Mezclado cruzado en manuares primer y segundo pasaje |
B) Homogenización de los atributos físicos de las fibras que componen la mezcla
El doblaje promedia el número de fibras cortas SFC(%), el número de Nep/g, la finura y la longitud de fibras.
Valores de Nep/g desbordados en las cardas son promediados en el primer pasaje; si es que se ingresa proporcionalmente el número de botes con cinta en la fileta del manuar primer pasaje.
C) Disminución de las irregularidades de los procesos anteriores
Al efectuar el doblaje, se dosifica el ingreso de cintas de buena, mediana y baja regularidad, logrando equilibrar en una sola estructura de cinta a la salida, promediando las irregularidades que pudieran haber ingresado.
Obsérvese cómo una cinta de entrada con defecto (menor masa) es promediada a la salida, compensando esta falta de masa, con las 5 cintas entrantes.
COMPENSACIÓN DE LAS IRREGULARIDADES
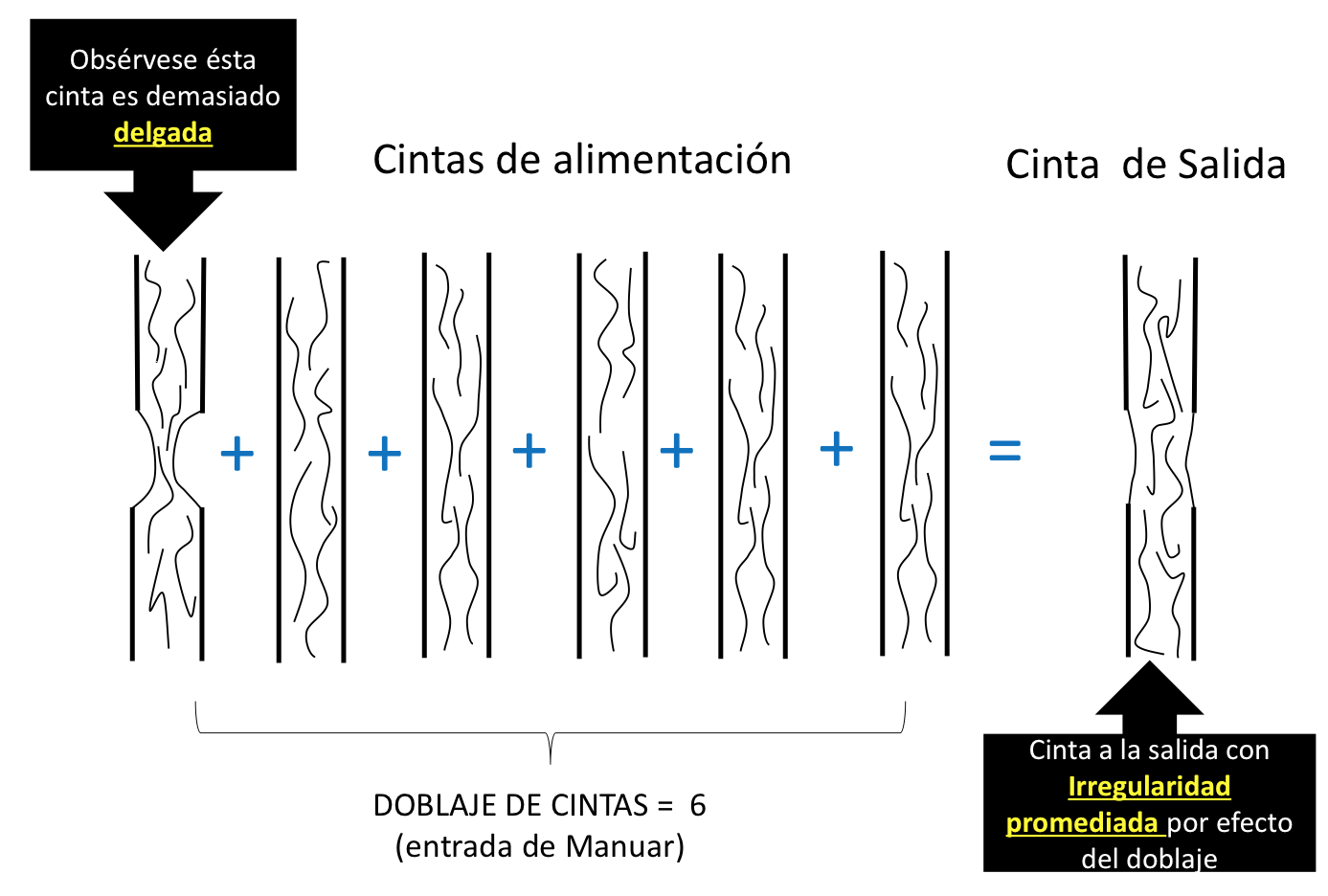
| (Fig. 9) Vista de la compensación de un defecto de cinta que se origina en la entrada del manuar. |
D) Paralelizacion u orientación de las fibras.
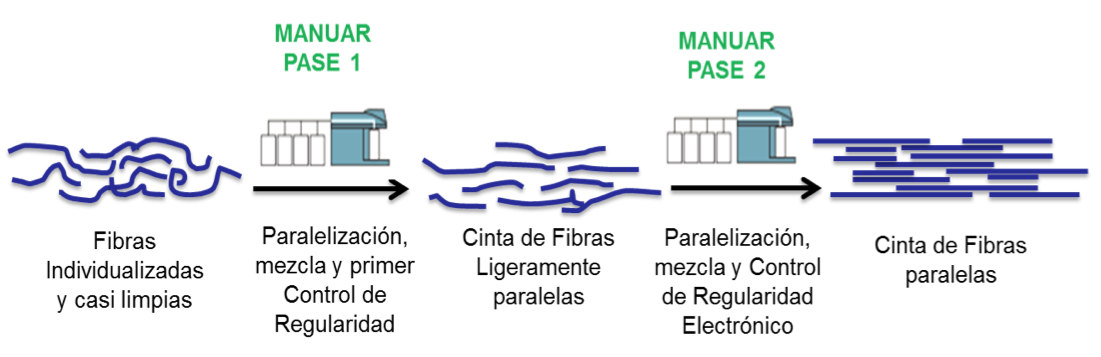
La paralelización es la consecución de estirado o alargado de las fibras “ganchudas” o abastonadas, por la forma que presentan.
Estas fibras “ganchudas” tienen que estirarse longitudinalmente. Al pasar por el tren de estiraje, se alisan estas fibras al frotarse prácticamente unas con otras.
Obsérvese lo que sucede con las fibras antes y después del ingreso de cintas a los manuares, tanto en el primer como segundo pase:
|
(Fig. 10)Obsérvese la forma de las cintas en los extremos. En cada proceso se van alisando las fibras “ganchudas”. |
E) Autorregulado de cintas
La esencia misma del manuar segundo pasaje es la autorregulación de cintas que ingresan en el tren de estiraje, a fin de obtener una cinta con una variación de masa ≤1.0%.
Al lograrlo, este importante objetivo del manuar garantizará un hilo que cumpla con los límites de gramaje de telas, debido a que están relacionados directamente.
Concepto del autorregulado
El autorregulado es la conjunción de la sincronización de la parte mecánica y electrónica del manuar en el segundo pasaje.
La parte mecánica debe adecuarse, en primer lugar, mediante el estiraje mecánico, modificando piñones de ajuste de título, tensión de entrada de cintas, pre-estiraje acorde al material o mezcla a procesar, ecartamiento dependiente del largo de la fibra y de la composición de mayor o menor porcentaje de sub-productos y/o fibras artificiales o celulósicas.
La tensión de salida debe estar ajustada de acuerdo a la velocidad de la máquina y de la finura de la fibra. Si las cintas están compuestas por fibras muy finas, el velo cae y se produce aglomeración de fibras, denominadas partes gruesas cortas. Por otro lado, si aplicamos mayor tensión, el velo presenta zonas vacías, denominadas partes delgadas.
Únicamente tras la adecuada regulación de la parte mecánica debe conectarse el autorregulado, es decir, interviene la parte electrónica. En la parte electrónica debe sincronizarse el punto de aplicación y la intensidad de autorregulado.
Esta es una modificación que debe realizarse para cada tipo de fibra y mezclas a procesar.
La Inadecuada adaptación del autorregulado en lugar de corregir variaciones de masa, genera omisión de control e inclusive puede ocasionar defectos graves, como vistos en las siguientes figuras:
|
(Fig. 11) Diferentes puntos de aplicación para diferentes espectrogramas y valores CV masa. |
Principio de funcionamiento del autorregulador
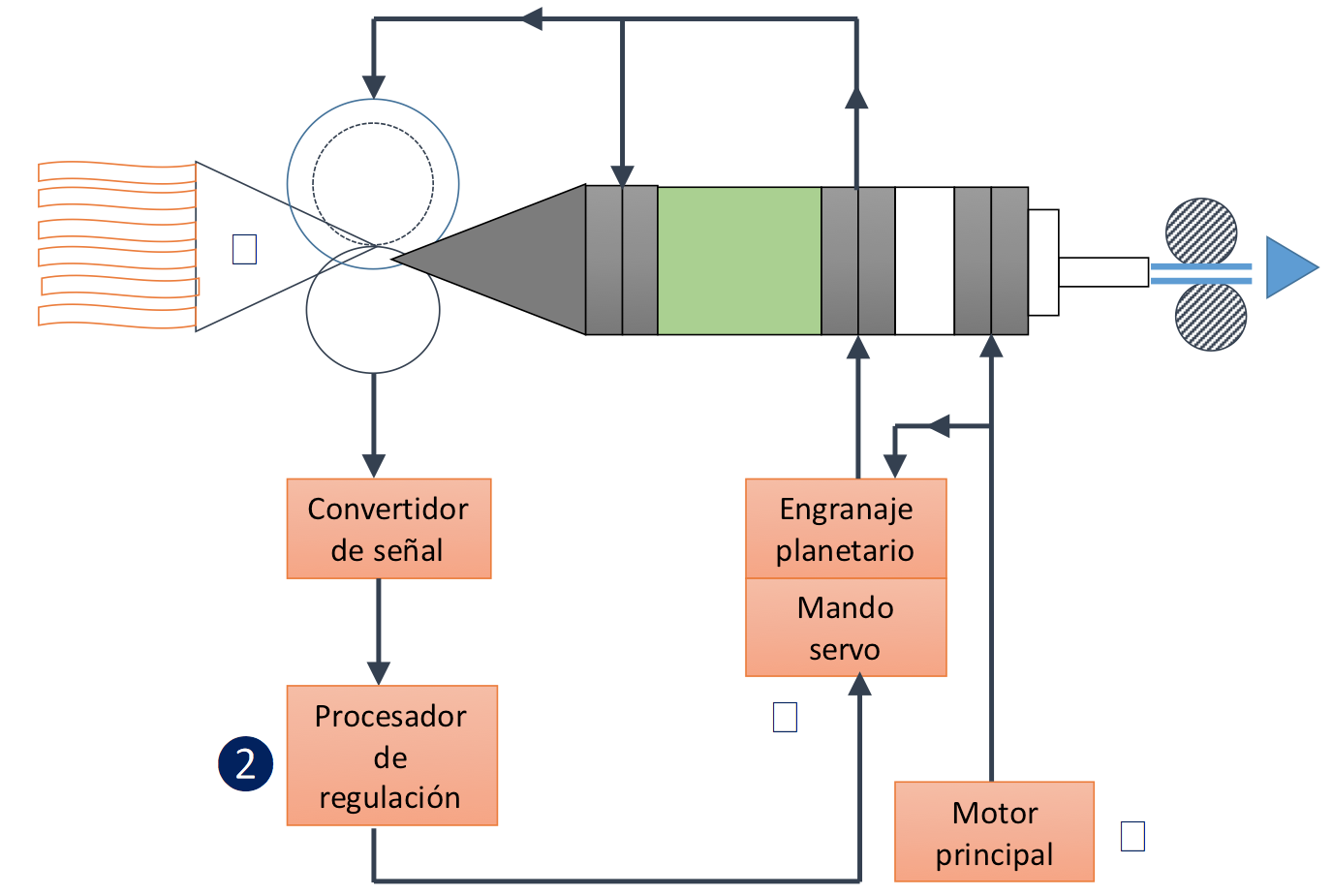
- Las Cintas que ingresan pasan a través de un par de rodillos palpadores.
- Los movimientos de desplazamiento son convertidos a valores de tensión eléctricos y son transmitidos al procesador de regulación D90.Uno de los rodillos tiene un cojinete movible y es basculado por medio de las oscilaciones de grosor de las cintas.
- El procesador D90 forma el valor teórico correcto para el mando servo, basándose en las señales de las cintas entrantes y la velocidad de entrega del manuar.
- El servoaccionamiento convierte en número de revoluciones complementarias al cilindro central y al cilindro de entrada del tren de estiraje por medio del engranaje planetario, con lo cual se consigue la modificación del estiraje adecuado y se regulan las variaciones de volumen de las cintas que ingresan.
- El motor principal mantiene su velocidad constante.
- El estiraje previo se mantiene y para autorregular se modifica el estiraje principal a través del incremento o disminución de los cilindros intermedio y posterior.
ESQUEMA DEL AUTORREGULADO
|
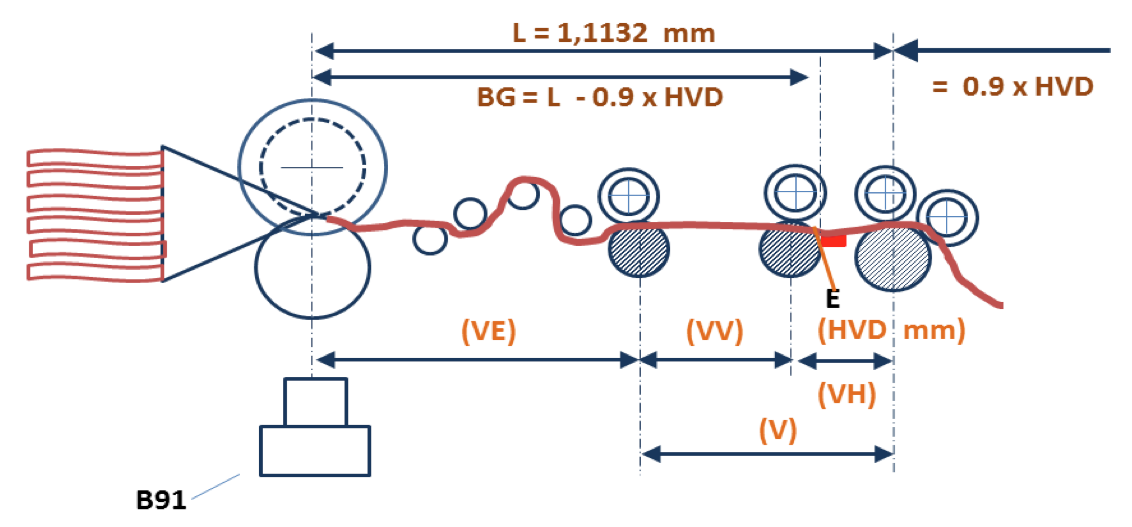
(Fig. 12) Principio de medición del mutorregulador. La respuesta del autorregulado en Manuares de última generación es de 10 – 15 ms. |
Importancia de la selección exacta del punto de aplicación o punto muerto de autorregulado
El punto de aplicación, también denominado anteriormente “punto muerto”, es la distancia que existe entre el ratio de los cilindros palpadores y el cilindro intermedio, para ser más preciso: antes de la barra de control de fibras cortas.
La distancia se puede obtener en forma automática en los manuares RSB-D45 y RSB-D50, en los manuares Trutzschler TD-08 y TD09, se le conoce como valor Optiset.
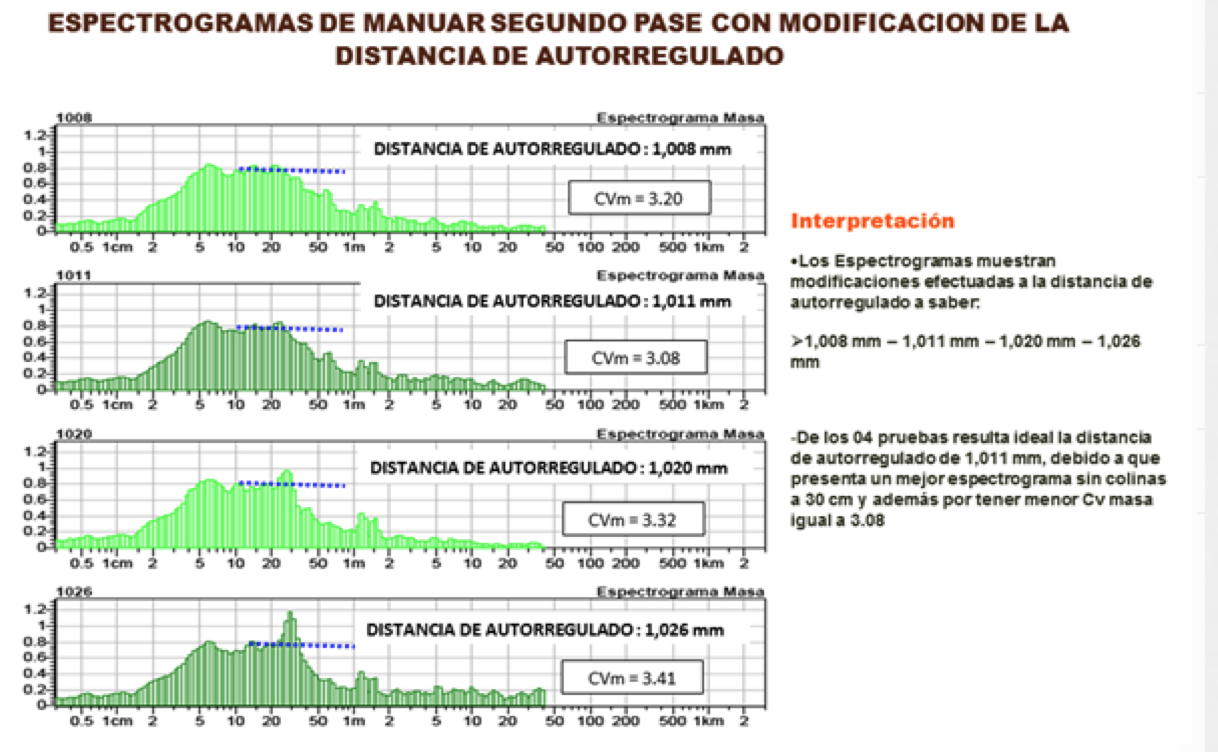
Sin embargo, una cosa es la recomendación general que se obtiene de la máquina, la cual efectúa un algoritmo en una unidad de tiempo corta (2-3 minutos). Esta recomendación no necesariamente es el punto exacto de autorregulado. Casi siempre debe efectuarse pruebas en el laboratorio con diferentes distancias de punto de aplicación, para finalmente seleccionar el que presente mejor apariencia de espectrograma y con menor valor de Cv masa.
La explicación para seguir esta recomendación es simple: con 5 o 10 minutos de prueba en el laboratorio repetidas veces, se tiene mayor representatividad en los resultados de medición, en comparación con una prueba de solo 2 – 3 minutos. Por lo tanto, con mayor longitud de material (cinta de manuar) se obtiene una estadística de recopilación de masa confiable.
La recomendación de la adaptación automática que efectúa el software de la máquina, debe tomarse como un punto de partida u orientativo.
|
(Fig. 13) Momento exacto de autorregulado, depende en gran medida de la distancia del punto de aplicación o punto muerto. |
















{kind=link}